






CNC horizontala 5-aksa NHM-63-P


Enkonduko de 5-aksa maŝino
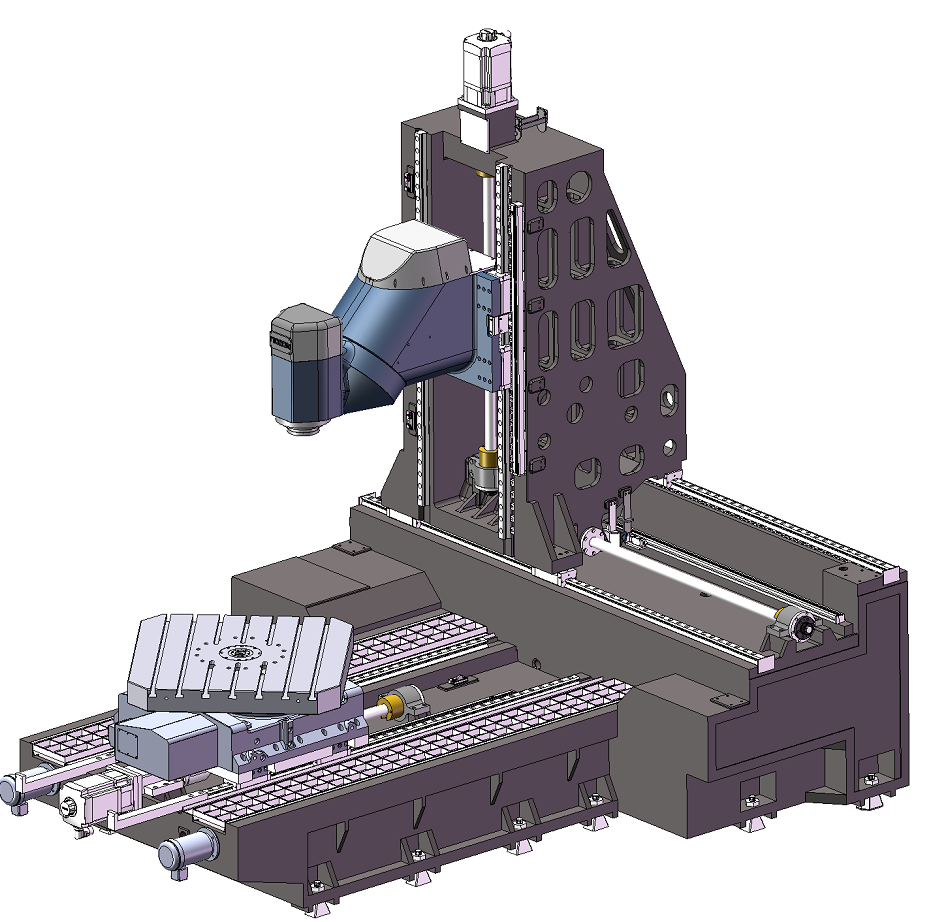
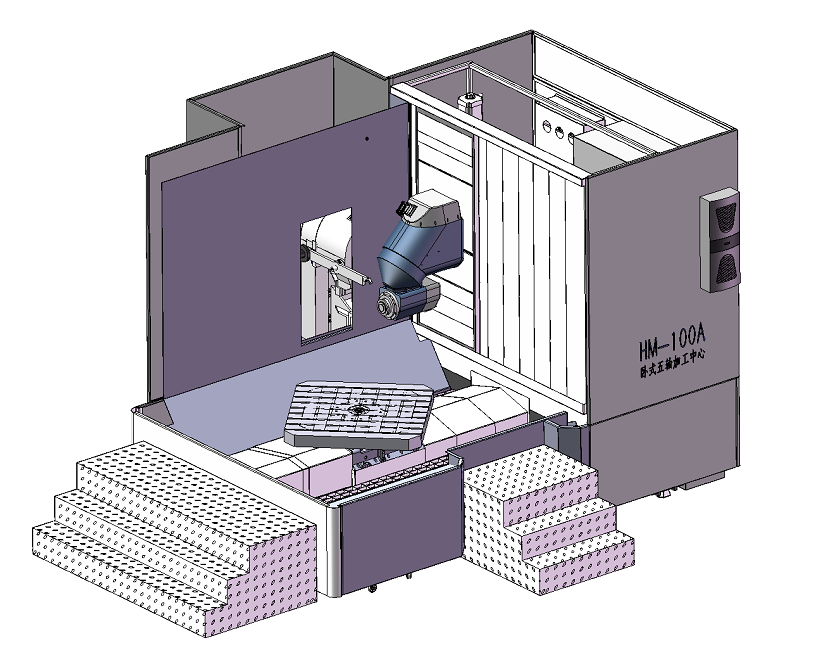
La modelo NHM estas vertikala-horizontala konverta horizontala kvin-aksa maŝincentro. La norma konfiguracio de la maŝinilo estas SIEMENS 840D sl CNC-sistemo, kaj la alta probableco de Siemens servomotora rekta transmisio estas adoptita, kio igas la maŝinilon havi la karakterizaĵojn de alta pozicia precizeco, rapida respondrapideco kaj kvin-aksa ligprilaborado. Samtempe, la maŝinilo estas ekipita per aŭtomata ilŝanĝa aparato, kiu plene reflektas la efikan kaj aŭtomatan prilaboradon.
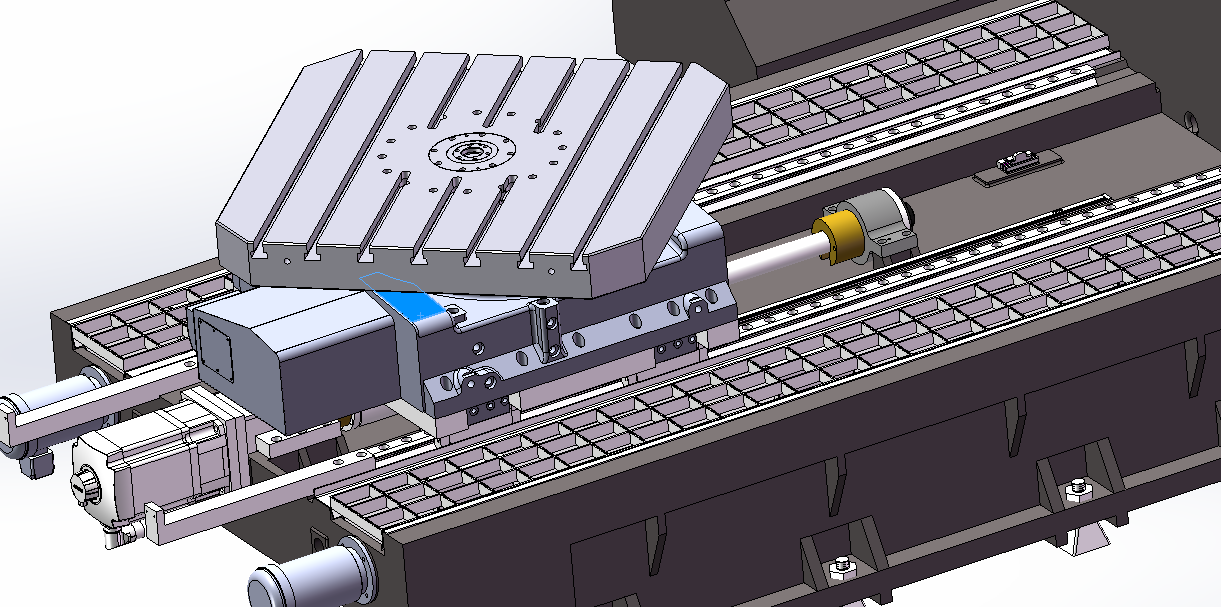
La maŝinilo moviĝas maldekstren kaj dekstren tra la glitplato (X-akso), la labortablo moviĝas tien kaj reen (Z-akso), la ŝraŭbkapo moviĝas supren kaj malsupren (Y-akso), la tablo rotacias (C-akso) kaj la frezkapo rotacias (B-akso), kio realigas la kvin-aksan ligon. La tuta maŝino konsistas el plato, kolono, glitplato, rotacia tablo, frezkapo, pneŭmatika sistemo, aŭtomata lubrika sistemo, malvarmiga sistemo por forigo de ĉifonoj, elektra sistemo kaj plene enfermita protekta sistemo.
La maŝinilo estas ekipita per elektra spindelo kiel normo, kun funkcio de centra akvela elirejo, kiu povas realigi la aŭtomatan malfiksadon kaj broĉadon de la spindelo. La tri linearaj altnivelaj aksoj de la maŝinilo, X, Y kaj Z, uzas servomotorojn por rekte movi la globŝraŭbon por rotacii tra la kuplado. La transmisia sistemo havas altan movprecizecon kaj transmisian rigidecon.
La ĉefaj aĉetitaj partoj de la maŝinilo estas ĉiuj aĉetitaj de bonegaj markoj, kun akvomalvarmigiloj, ĉiztransportiloj kaj ĉizkamionoj kiel normo.
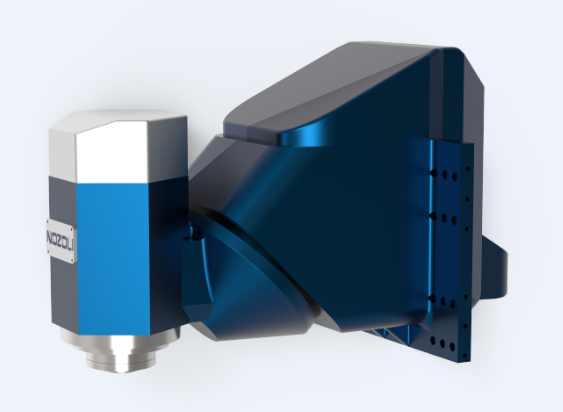
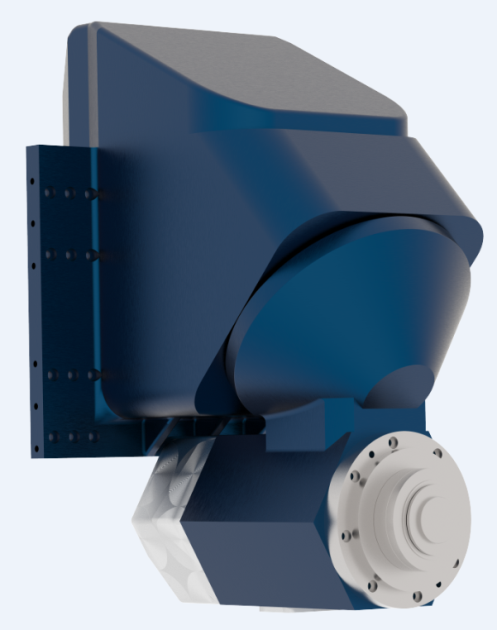
La vertikalaj kaj horizontalaj kapoj povas esti rotaciitaj en du reciproke perpendikularaj rotaciantaj ebenoj.
Ĝi realigas vertikalan-al-horizontalan konvertiĝon kaj plurfacan maŝinadon, kaj solvas la plurfacetan, plurrandan kaj plurfendan frezadon de diversaj anguloj per unu fiksado de la laborpeco.
Alt-efikeca elektra spindelo, mallonga maŝinado, alta tranĉefikeco, longa ilo, alta maŝinada precizeco
Kompakta dezajno, alt-sentema pasiva fiksa sistemo, alt-stabila bremso kaj alt-preciza maŝinado
La modelo NHM estas kvin-aksa maŝincentro kun vertikala-horizontala konverta sistemo. La tri-aksa maŝincentro uzas alt-precizajn, alt-ŝarĝajn, alt-rapidajn, alt-rigidajn, malbruajn liniajn rulpremilojn, kiuj moviĝas glate sen rampado kaj provizas perfektan furaĝan rendimenton.
Alt-preciza poziciiga kaj fiksa mekanismo, la uzo de alt-efikeca poziciiga kaj fiksa mekanismo povas certigi la rigidan fiksadon kaj precizan poziciigon de la pleto, kaj la ripeta poziciiga precizeco de la pleto povas atingi 0,003 mm.
La lito adoptas T-forman integran liton, kaj la ŝokrezisto estas plibonigita je 15%. La dezajna aranĝo estas inversa T-forma strukturo por la vertikalaj kaj horizontalaj litoj, kaj la strukturo estas kompakta.
Havas pli grandan maŝinadan gamon kaj pli altan laborpecan ŝarĝkapaciton
Modula dezajno, riĉa vastigebleco, uzebla kiel fleksebla fabrikada sistemo kun aŭtomataj linioj
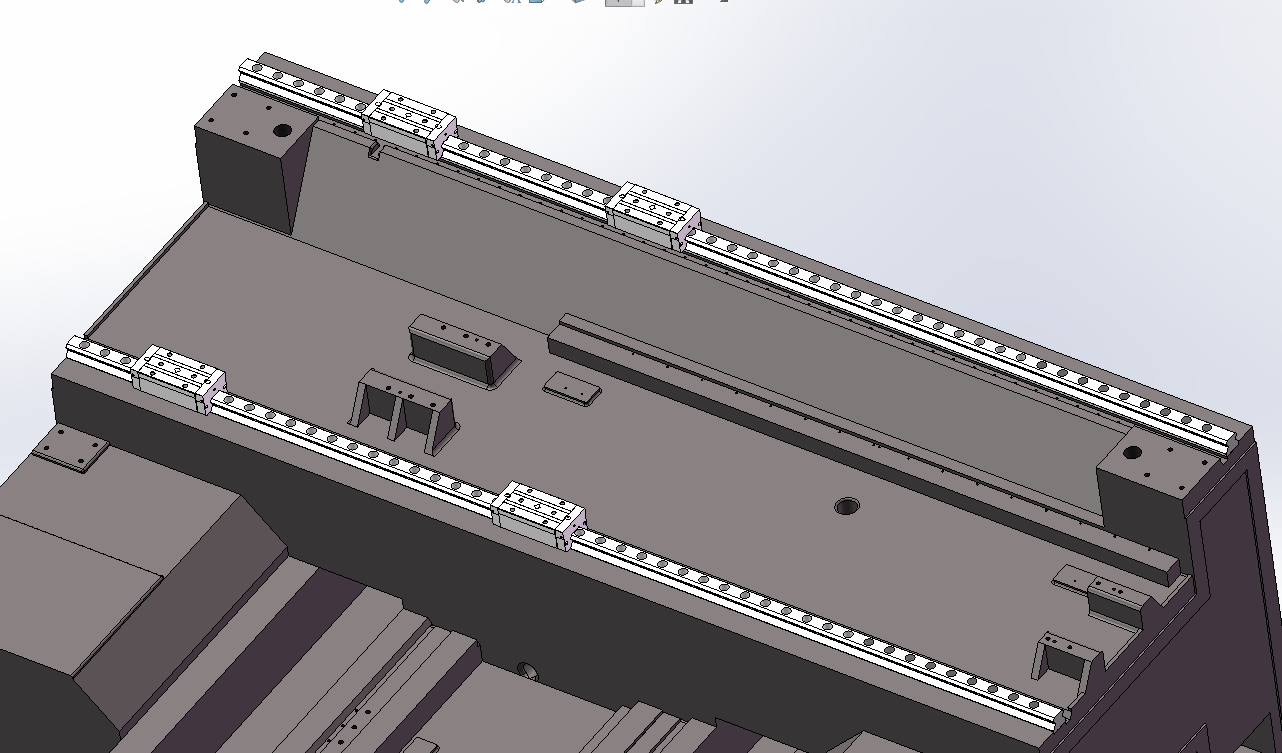
(1) X-forma gvidrelo: la kolono estas ekipita per du 55mm pezaj rulpremilaj liniaj gvidreloj. Ĝi povas plenumi la postulojn de alta rigideco kaj forto, kaj povas plenumi la teknikajn avantaĝojn de malalta frota koeficiento, rapida moviĝrapido kaj longa servodaŭro; lubrikada metodo: olea lubrikado; marko de dratmezurilo: Tajvana Shangyin aŭ samkvalita marko;
(2) X-aksa transmisio: Post kiam la AC-servomotoro estas uzata por pliigi kaj malpliigi la rapidon, ĝi pelas la 50mm-diametran precizan pilkŝraŭbon por rotacii por atingi maldekstran kaj dekstran antaŭenigon; Lubrikada metodo: olea lubrikado; Ŝraŭba marko: Tajvana Shangyin aŭ la sama marko;
(3) Ekipita per duobla altpreciza plena fermitcirkla krado-skalo; marko de krado-skalo: hispana FAGOR aŭ samkvalita marko;
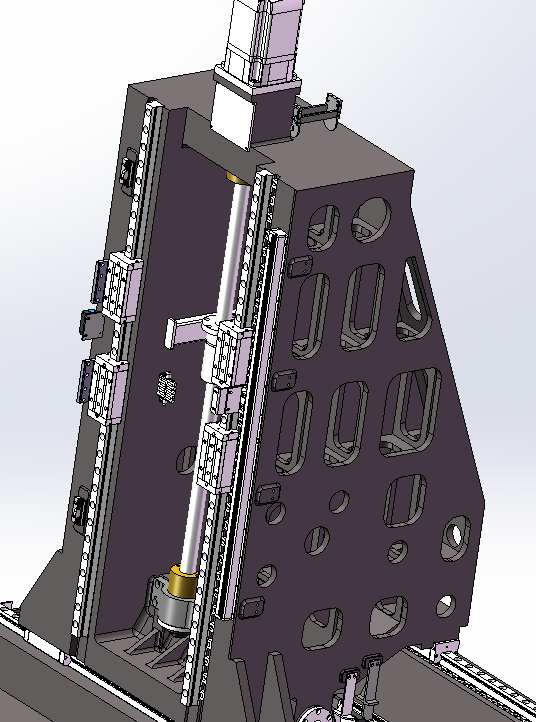
(1) Formo de gvidrelo: La Y-akso uzas du 55-colajn liniajn gvidrelojn kiel gvidilon kaj ŝarĝoportantan trakon por la vertikala kaj horizontala universala frezkapo por movi supren kaj malsupren. Ĝi povas plenumi la teknikajn postulojn de altrapida finpolurado kaj malaltrapida peza tranĉado. Lubrikada metodo: olea lubrikado. Marko de dratmezurilo: Tajvana Shangyin aŭ samkvalita marko;
(2) Y-aksa transmisio: Post kiam la AC-servomotoro estas uzata por pliigi kaj malpliigi la rapidon, ĝi pelas la 50mm-diametran precizan globŝraŭbon por rotacii por realigi supren-malsupren nutradon. Lubrikada metodo: olea lubrikado. Ŝraŭba marko: Tajvana Shangyin aŭ samkvalita marko;
(3) Ekipita per altpreciza plena fermitcirkla krado-skalo; marko de krado-skalo: hispana FAGOR aŭ samkvalita marko;
(4) XY-gvidrela protekto: La ĝenerala kirasa ŝildo estas uzata por protekto por malhelpi fremdajn objektojn eniri kaj malpurigi la gvidrelon. La protekta kovrilo havas belan aspekton kaj akcepteblan strukturon.
(1) Formo de gvidrelo: La Z-akso uzas du 55-colajn pezajn rulpremilajn liniajn gvidrelojn kiel gvidilon kaj ŝarĝoportantan relon por la movado de la tablo; Lubrikada metodo: olea lubrikado; Marko de dratmezurilo: Tajvana Shangyin aŭ samkvalita marko;
(2) Z-aksa transmisio: Post kiam la AC-servomotoro estas uzata por altigi kaj malaltigi la rapidon, ĝi pelas la 50mm-diametran precizan pilkŝraŭbon por rotacii por realigi la antaŭan kaj malantaŭan nutradon de la Z-akso; Lubrikada metodo: olea lubrikado; Ŝraŭba marko: Tajvana Shangyin aŭ similaj markoj;
(3) Ekipita per duobla altpreciza plena fermitcirkla krado-skalo; marko de krado-skalo: hispana FAGOR aŭ samkvalita marko.
CNC-regilo: Siemens 840Dsl

La CNC-sistemo de la maŝino estas Sinumerik 840 sl de SIEMENS
Dum plenumado de la baza konfiguracio de la CNC-sistemo, la jenaj specialaj postuloj estas garantiitaj
Minimuma stirunuo: lineara akso ≤ 0.001 mm, rotacia akso ≤ 0.001 °
Grafika simuladfunkcio
Angula malakcelo funkcio
Helikforma interpolado
Muelada funkcio
Rajtigo de majstro-sklava kontrolo
Kun 15-cola ekrano
Kun MCP 398C operatorpanelo
Inkluzive de 72/48 IO-tabulo
NX10.3 vastiĝa aksoomodulo
DMC20 Nabmodulo
datenkolektado
Provizu koncernajn informojn per OPCUA aŭ 485 aŭ pli altnivela programaro por realigi informigan kunekipaĵon kun uzanta ekipaĵo, inkluzive de sed ne limigite al:
Datumoj pri funkciado de ekipaĵo (rapido, furaĝoforto, ilonomo, ilotenilolongo, spindela fortovaloro, programnomo kaj versio, alarmregistro, operacia panelregistro, procezparametroj de nula delokigo de koordinatsistemo, ktp.)
Aparatnomo, programarversio, programnomo kaj versio de la nuntempe funkcianta programo
Funkciiga stato de ekipaĵo (inkluzive de, sed ne limigite al, ekfunkciigo ne funkcias, funkciado, malŝalto kaj erarstato), kaj povas provizi averton pri ekipaĵa paneo, detekton de energikonsumo, ktp.
Funkcianta stato de PLC
Lubrika sistemo; ĉi tiu maŝino adoptas grupan sendependan oleoprovizan teknologion
(1) Aro de sendependaj aŭtomataj oleprovizaj kaj lubrikaj sistemoj estas adoptitaj por la gvidrelo, plumboŝraŭbo kaj breto de la X, Y kaj Z aksoj. La ŝraŭba lagro estas lubrikita per graso.
(2) La ĉefa ŝaftoleo-gaslubrikado/aŭtomata maldikaolea lubrikado estas tempiga kaj kvanta aŭtomata reĝimo, la ago estas aŭtomate kontrolata per la numera stirsistemo, kaj povas esti detektita kaj alarmita. La markoj de lubrikpumpiloj estas laŭvolaj: SKF-oleo-aera lubrikado/Proton aŭ similaj markoj


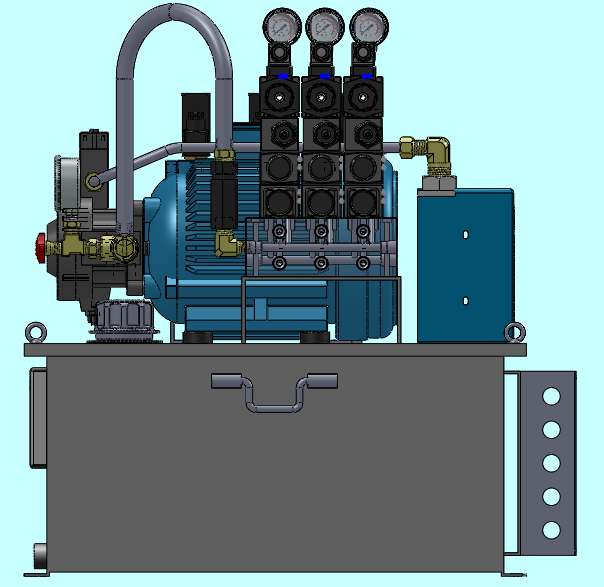
Hidraŭlika sistemo
(1) Ĉi tiu maŝinilo estas ekipita per sendependa hidraŭlika sistemo.
(2) La maŝinilo estas ekipita per aparta hidraŭlika pumpstacio, kaj la hidraŭlika sistemo estas ekipita per kelkaj sekurecaj monitoradaj aparatoj kiel ekzemple olenivela alarmo, temperatura alarmo, refluobloka alarmo kaj minimuma laborprema alarmo por certigi, ke la maŝinilo funkcias sub diversaj sekuraj kondiĉoj, plibonigante la sekurecan protekton de funkciigistoj.
(3) Marko de hidraŭlika stacio: konata nacie
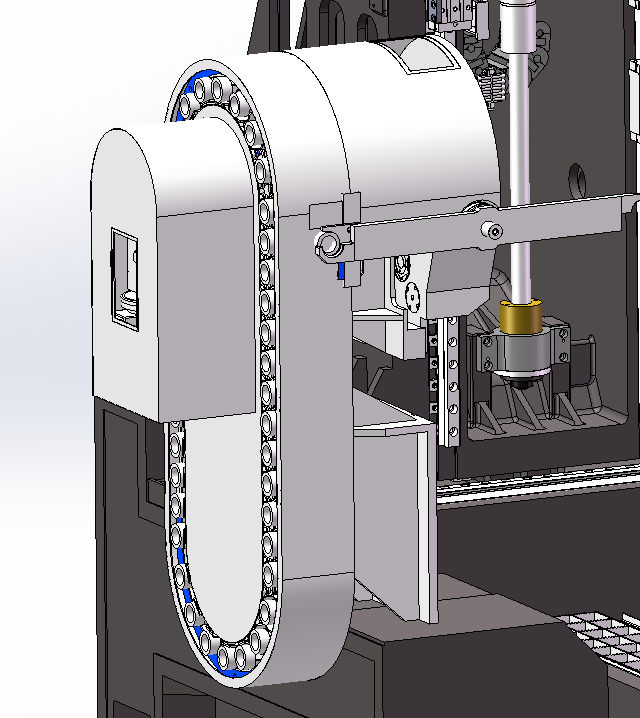
Ilo-ĉeno-magazeno 40T HSK-A63
Marko de la revuo Tool: Tajvan-financita entrepreno Desu/Okada aŭ similaj markoj
La drenaj kaneloj ambaŭflanke kaj la bazo estas integre fanditaj, kaj la efiko de elflua preventado estas bona;
La spiralaj ĉipetoj ambaŭflanke de la prilabora areo rapide transportas la ferajn ĉipetojn generitajn per altrapida prilaborado al la levanta ĉipetotransportilo, reduktante la termikan deformadon kaj misformiĝon de la maŝinilo, kaj certigante la precizecon kaj stabilecon de la maŝinilo;

Teknikaj Informoj
| MODELO | NHM-63-P |
| Movado sur la X-akso (la tablo moviĝas tien kaj reen) | 1000 |
| Y-aksa moviĝo (la kaleŝo moviĝas maldekstren kaj dekstren) | 900 |
| Z-aksa vojaĝado (virŝafo moviĝas supren kaj malsupren) | 1000 |
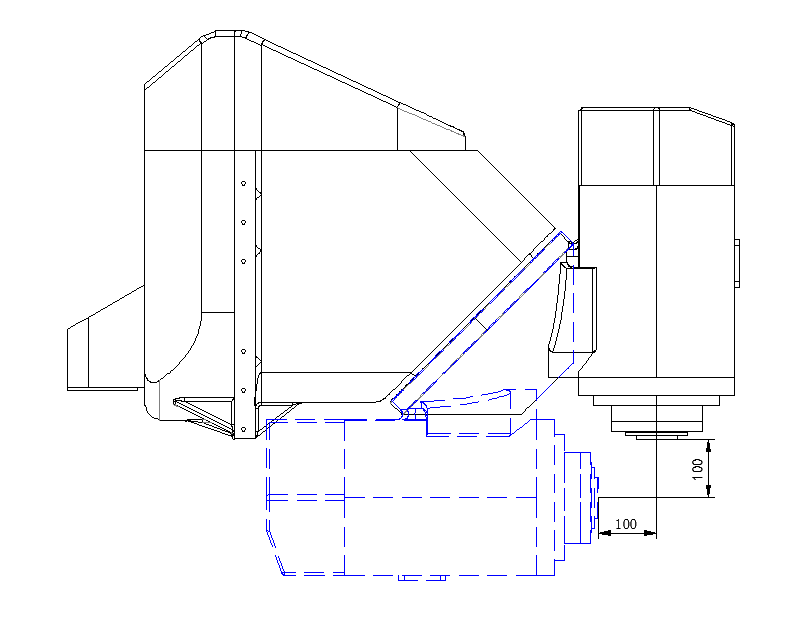
| Distanco de la spindela fina vizaĝo ĝis la labortablo | 100-1350 |
| grandeco de labortablo | 630X630 |
| pezokapacito | 1.5 |
| Maksimuma rapido de la spindelo | 15000 |
| Ĉefa motora potenco (taksita) | 15 |
| Maksimuma tordmomanto (taksita) | 72 |
| Spindela konusforma | HSK-A63 |
| maksimuma tordmomanto | 2040 |
| maksimuma fiksa tordmomanto | 1320 |
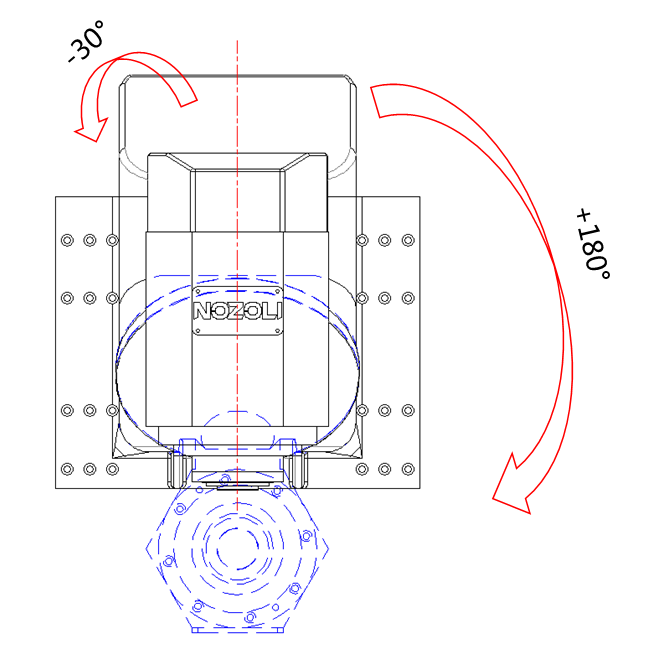
| Svingangulo | ±180°--30° |
| poziciiga precizeco | ±5 coloj |
| Ripeteblo | ±3.5 coloj |
| poziciiga precizeco | ±10 coloj |
| Ripeteblo | ±6 coloj |
| Rapida trairo X, Y, Z | 24/24/24 |
| Precizeco de poziciigo en X, Y, Z | ≤0.012 |
| X, Y, Z ripeta poziciiga precizeco | ≤0.006 |
Norma konfiguracio
| Siemens 840Dsl CNC-sistemo | Germanio |
| X, Y, Z-furaĝaj servomotoroj | Siemens Germanio |
| XYZ Servomotoro | Siemens Germanio |
| AC Servo Spindela Motoro | Siemens Germanio |
| Kvin-aksa kvin-liga kapo | Ŝanhajo |
| Pilka ŝraŭbo | HIWIN aŭ ekvivalenta marko |
| Lineara Rulpremilo | HIWIN aŭ ekvivalenta marko |
| Ĉiu ŝafta ŝraŭba birado | Japanio NSK aŭ ekvivalenta marko |
| Kuplado | Tajvano aŭ ekvivalenta marko |
| Spirala tranĉilo | Ŝanhajo |
| Protekto de gvidrelo por maŝiniloj | Ŝanhajo |
| Olepumpilo kaj centralizita lubrikada sistemo | Protono aŭ SKF aŭ ekvivalento |
| Proksimecŝaltilo, meza relajso | Omron/Schneider aŭ ekvivalento |
| mana pulsgeneratoro | Sistemprovizanto indikis fabrikanton/aŭ ekvivalentan markon |
| Spindelo | INNA aŭ ekvivalento |
| Maŝinilo granda gisado | Ŝanhajo |
| Ekstera protekto de ladmaŝino | Ŝanhajo |
| Ankroboltoj de maŝiniloj, kompleta aro de kornoj | Ŝanhajo |
| Hidraŭlika sistemo | fama en Ĉinio |
| Laborlumoj kaj Avertaj Lampoj | fama en Ĉinio |
| Spindela virŝafa ekvilibromekanismo | fama en Ĉinio |
| Spindela malvarmiga sistemo kaj akvoproviza sistemo | fama en Ĉinio |
| Oftaj prizorgaj iloj | fama en Ĉinio |
| Mekanika Instrukcia Manlibro |
|
| Elektra Instrukcia Manlibro |
|
| Atestado |
|
| Paklisto |
|
| Elektra skemo |
|
| Manlibro pri Sistemo-Operacio |
|
| Manlibro pri Sistemprizorgado |
|
| Manlibro pri sistemaj parametroj |
|
| Tabelo de parametroj de la fabrika sistemo |
|
| Fundamenta desegnaĵo | Provizita post kiam la kontrakto ekvalidas |
| Manlibro pri regulilo de temperaturo de la kontrolkesto |
|
Dankon pro via atento!
Produktaj kategorioj
-

CNC Vertikala Turnado kaj Frezado Kompozita Centr...
-

Altrapida CNC-Maŝincentro GM-Serio
-

Altrapida CNC-Frezado GT-Serio
-

Du-spindela CNC-tornilo SK32
-

CNC Vertikala Maŝincentro RFTV510 Por Radoj...
-

CNC Vertikala Maŝincentro RFMV Serio Por W...
-

CNC Vertikala Tornilo RFCL63V/D Por Rada Nabo
-

CNC Horizontala Tornilo RFCP Serio por Rada Nabo
-

Specifa Maŝino por Krankoŝafto HG40/50QZ
-

Specifa CNC-Turnmaŝino kaj Muelilo HGQM-01
-

Specifa Maŝino por Inercirado HG40/50L
-

Specifa Maŝino por Malantaŭa Akso HGZK-06