
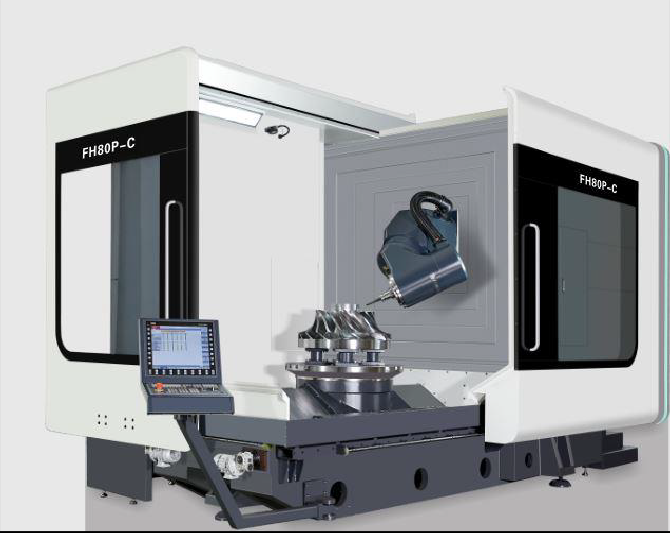
5 Aksoj Samtempa Muelado Turnanta 80P-C

Amplekso de provizo
Funkcia tablo de normaj akcesoraĵoj (bonvolu raporti al la funkcio de regilo por la elektra kontrolo-parto)
| Ne | Ero | Unuo | Kvanto |
| 1. | FH ĉefkomputilaj fandadoj | turo | 1 |
| 2. | Siemens840DSL kontrolsistemo | aro | 1 |
| 3. | Ekrano: 19LCD | aro | 1 |
| 4. | FH-kvin-aksa plurfunkcia svingkapo (B-akso) | aro | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Nur | 1 |
| 6. | X/Y/Z-Akso Kavaj Malvarmigitaj Pilkaj Ŝraŭboj | peco | 3 |
| 7. | Muelejo/Turni Rekta Veturado Rotacia Tablo (C-akso) | aro | 1 |
| 8. | B-akso RCN8380 29 bitoj absoluta kodilo | Nur | 1 |
| 9. | C-akso RCN2580 28 bitoj absoluta kodilo | Nur | 1 |
| 10. | BOSCH REXROTH Roller Linear Slides | aro | 7 |
| 11. | Elektra kesto temperaturo kontrola aparato | aro | 1 |
| 12. | Spindle akvomalvarmigsistemo | aro | 1 |
| 13. | Maŝina ilo ringo akva ŝprucaĵo | aro | 1 |
| 14. | Kvin-aksa kapo duonluno akvoŝprucaĵo, duonluno blovanta | aro | 1 |
| 15. | Antaŭa kaj flanka laboranta sekureca interŝlosa sistemo | aro | 1 |
| 16. | Akvorezista laborujo-lumigado | Nur | 2 |
| 17. | hidraŭlika stacidomo | aro | 1 |
| 18. | Centra centralizita nutraĵa lubrikado-aparato | aro | 1 |
| 19. | Operacio flanko purigado akvo pafilo kaj aero pafilo | aro | 1 |
| 20. | Tranĉa fluida sistemo | aro | 1 |
| 21. | Plene enfermita protekta lado | aro | 1 |
| 22. | Operacia skatolo | aro | 1 |
| 23. | Elektra Kabineto Malvarmiga Unuo | aro | 1 |
| 24. | Elektronika manrado de Siemens | Nur | 1 |
| 25. | Piede funkciigita ŝpindela tranĉilo liberiga ŝaltilo | Nur | 1 |
| 26. | Maŝina ilo tri-kolora lumo | aro | 1 |
| 27. | 40 HSK-A63 ilaj revuoj kaj servo aŭtomata iloŝanĝa sistemo | aro | 1 |
| 28. | X/Y/Z tri-aksa absoluta valoro kradskalo | aro | 3 |
| 29. | Spirala Peceto-Rulilo kaj Malantaŭa Peceto-Transportilo | aro | 1 |
| 30. | Renishaw RMP60 transruĝa sondilo | aro | 1 |
| 31. | Renishaw TS27R ila fiksilo-unuo | aro | 1 |
| 32. | Fundamentnivelaj kusenetoj kaj fundamentaj rigliloj | aro | 1 |
| 33. | teknika manlibro | aro | 1 |
Parametro
| Modelo | Unuo | FH80P-C |
| Vojaĝi | ||
| Vojaĝo de X-akso | mm | 800 |
| Y-akso vojaĝo | mm | 1050 |
| Z-akso vojaĝo | mm | 800 |
| Distanco de spindela nazo al labortablosurfaco | mm | 162-962 |
| Horizontala frezkapo | mm | 39-839 |
| Nutrado/rapida mova rapideco | m/min | 40 |
| Nutra forto | KN | 10 |
| Rotacia tablo (C-akso) | ||
| Grandeco de labortablo | mm | Ø855 |
| Maksimuma tabloŝarĝo (muelejo) | kg | 3000 |
| Maksimuma tabloŝarĝo (turniĝanta) | kg | 1500 |
| Muelado/turnanta tablo (muelado kaj turnanta kombinita maŝinado) | rpm | 450 |
| Minimuma fenda angulo | ° | 0.001 |
| Taksita tordmomanto | Nm | 1140 |
| maksimuma tordmomanto | Nm | 1980 |
| CNC-svinga frezkapo (B-akso) | ||
| Svinga gamo (0=vertikala/180=horizontala) | ° | -15~180 |
| Rapida transiro kaj furaĝrapideco | rpm | 50 |
| Minimuma fenda angulo | ° | 0.001 |
| Taksita tordmomanto | Nm | 743 |
| maksimuma tordmomanto | Nm | 1320 |
| Spindelo (muelado kaj turnado) | ||
| Ŝpinilo rapido | rpm | 12000 |
| Spindle potenco | Kw | 34/42 |
| Spindmomanto | Nm | 132/185 |
| Spindle tapre |
| HSKA63 |
| Revuo de iloj | ||
| Ila interfaco |
| HSKA63 |
| Kapacito de ilo-revuo | PCS | 40 |
| Maksimuma ila diametro/longo/pezo |
| Ø85/300/8 |
| Tempo de ŝanĝo de ilo (ilo al ilo) | S | 1.8 |
| Mezura aparato | ||
| Infraruĝa sondilo |
| Rensishaw RMP60 |
| Ilo-detekta instrumento en laborpretiga areo |
| Rensishaw TS27R |
| Pozicia precizeco (ISO230-2 kaj VDI3441) | ||
| X/Y/Z poziciiga precizeco | mm | 0,008 |
| X/Y/Z Ripeta poziciiga precizeco | mm | 0.005 |
| B/C poziciiga precizeco |
| 10" |
| B/C Ripeta poziciiga precizeco |
| 4" |
| CNC-regilo | ||
| CNC-sistemo |
| Siemens840D |
| Alia | ||
| Maŝina pezo | Kg | 20000 |
3.1 Ĉefaj Maŝinaj Specifaĵoj |Optimuma Rigida Struktura Agordo
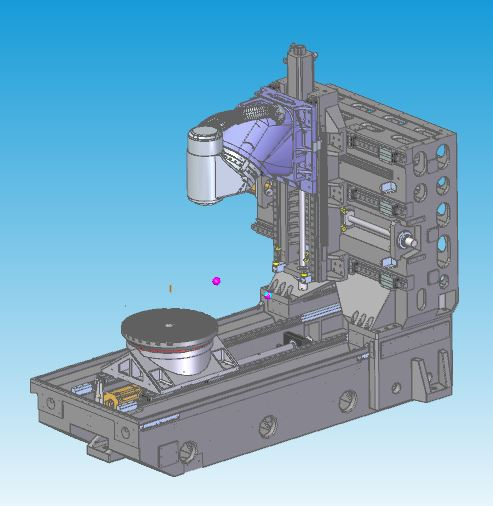
Dezajnaj Trajtoj |Plej bona Mekanika Drato Casting Analiza Dezajno
◆ Plena skatolo-tipa termosimetria gisaĵo, uzante Meehanna-gradan altkvalitan gisferon
◆Hura kaj natura maljuniga traktado por forigi internan streson
◆Struktura natura frekvenca vibro forigas materialan pretigan streson
◆Ampleksa muro kaj grand-area alt-rigideca kolumna dezajno povas efike plibonigi rigidecon kaj statikan kaj dinamikan precizecon
◆Tri-akso kava malvarmigo ŝraŭbo stirado
3.2 Elektra Spindelo

Dezajnaj Trajtoj
◆Laŭ la karakterizaĵoj de siaj propraj maŝinoj, sendependa esplorado kaj disvolviĝo kaj produktado.
◆La mallarĝa truo de HSK-A63 estas adoptita en la modelo FH80P-C.
◆Adoptu eksteran malvarmigan sistemon por cirkulanta malvarmigo, kiu povas efike certigi la aplikon de elektra spindelo.
3.3 CNC-svinga frezkapo (B-akso)

Dezajnaj Trajtoj
◆ Sendependa dezajno kaj produktado.
◆Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno.
◆Altaj akcelaj karakterizaĵoj.
◆La plej mallonga interspaco inter la ila nazopunkto de la spindelo kaj la struktura subtena punkto realigas la maksimuman rigidecon de tranĉado.
◆ Pli granda YRT-lagro plibonigas rigidecon.
◆ Ekipita kun HEIDENHAIN RCN8380 serio absoluta rotacia kodilo mezurado sistemo, plene fermita buklo kontrolo, por certigi la plej bonan precizecon.
◆B-aksa malvarmiga sistemo dezajno reduktas varmotransigo.
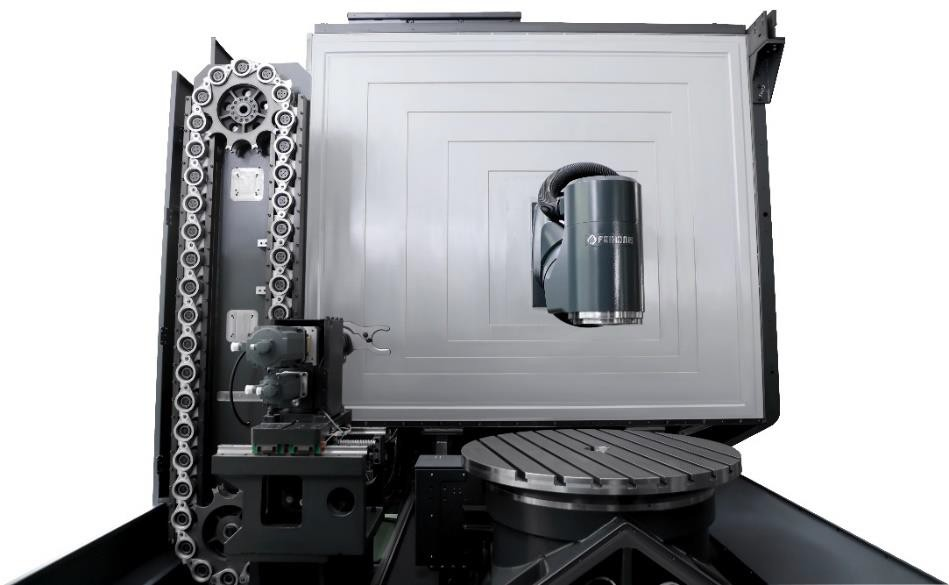
3.4 Rotacia tablo (C-aksa tablo)

Dezajnaj Trajtoj
◆ Sendependa dezajno kaj produktado.
◆Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno.
◆Altaj respondaj karakterizaĵoj de akcelo kaj malakceliĝo.
◆ Pli granda YRT-lagro pliigas rigidecon.
◆ Granda taksita veturmomanto, poziciigado kaj prilaborado kun tablo-poziciiga kaj krampa aparato
◆Renkontu la bezonojn de muelado, reduktu la uzadon de pecoj kaj plibonigu la precizecon de la produkto.
◆ Ekipita per HEIDENHAIN-alta precizeca rotacia kodila mezursistemo, plene fermita buklo-kontrolo por certigi la plej bonan precizecon.
◆Malvarmigo-sistema dezajno por redukti varmotransigo.
3.5 Kontrolsistemo

Dezajnaj Trajtoj
◆ Sendependa dezajno kaj produktado.
◆Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno.
◆Altaj respondaj karakterizaĵoj de akcelo kaj malakceliĝo.
◆ Pli granda YRT-lagro pliigas rigidecon.
◆ Granda taksita veturmomanto, poziciigado kaj prilaborado kun tablo-poziciiga kaj krampa aparato
◆Renkontu la bezonojn de muelado, reduktu la uzadon de pecoj kaj plibonigu la precizecon de la produkto.
◆ Ekipita per HEIDENHAIN-alta precizeca rotacia kodila mezursistemo, plene fermita buklo-kontrolo por certigi la plej bonan precizecon.
◆Malvarmigo-sistema dezajno por redukti varmotransigo.
3.5 Kontrolsistemo
Dezajnaj Trajtoj
◆ Sendependa dezajno kaj produktado.
◆Selektado de iloj kaj ŝanĝo de iloj uzas servomotoron por kontroli la fina ago, kiu estas pli stabila kaj preciza.
◆Kombinata kun la funkcio de administrado de iloj de Siemens840DSL, pli efika administrado de iloj.
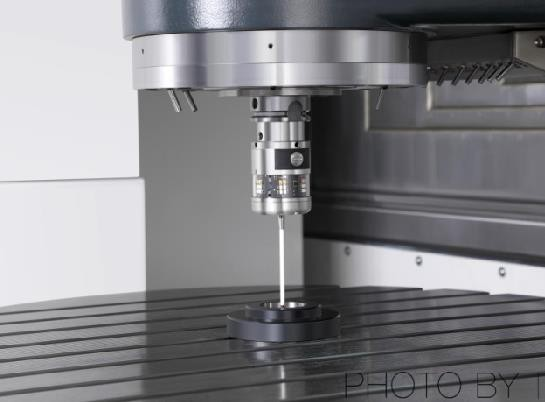
3.7 Levebla ila agordilo
Dezajnaj Trajtoj
◆ Ekipita per Ransishaw TS27R-ililo kun pli alta precizeco.
◆ Aŭtomata ila agordo sur la maŝino, aŭtomata ĝisdatigo de ila kompenso.
◆La ila fiksa aparato povas esti levita kaj malaltigita por ŝpari la spacon de la pretiga surfaco.
◆Plete sigelita lado-dezajno por protekti la ilaron de damaĝo de akvo kaj feraj fajlaĵoj dum prilaborado.
3.8 Infraruĝa sondilo
Dezajnaj Trajtoj
◆ Ekipita per optika sondilo Ransishaw RMP60.
◆Sur-maŝina laborpeco-vicigo kaj grandeco-inspektado povas redukti manajn inspektajn erarojn kaj plibonigi produktan precizecon kaj pretigan efikecon.
◆90% ŝparado en surŝipa asista tempo.
3.9 Sekureca protekta lado
3.10 Apero
La kovrildezajno de la kvin-aksa maŝinadcentro de la serio FH konformas al la striktaj CE-sekurecaj normoj.La plene densa lado malhelpas la operaciiston erare eniri la laborareon dum prilaborado, kaj samtempe malhelpas la uzon de altprema tranĉa fluidaĵo aŭ blatoj de la maŝino, krom la averta nomplato., La operacia pordo ankaŭ estas ekipita per sekureca ŝaltilo por malhelpi akcidentojn dum operacio aŭ prizorgado.Kaj havas grandan pepan fenestron, kiu estas oportuna por la operatoro kompreni la funkciadon kaj prilaboradon de la maŝino.
3.11 Purigado
Uzu la teleskopan kovrilon kaj protektan ladon por protekti la blatojn generitajn dum operacio, eviti tranĉi ŝprucojn kaj kaŭzi damaĝon al aliaj mekanismoj.





