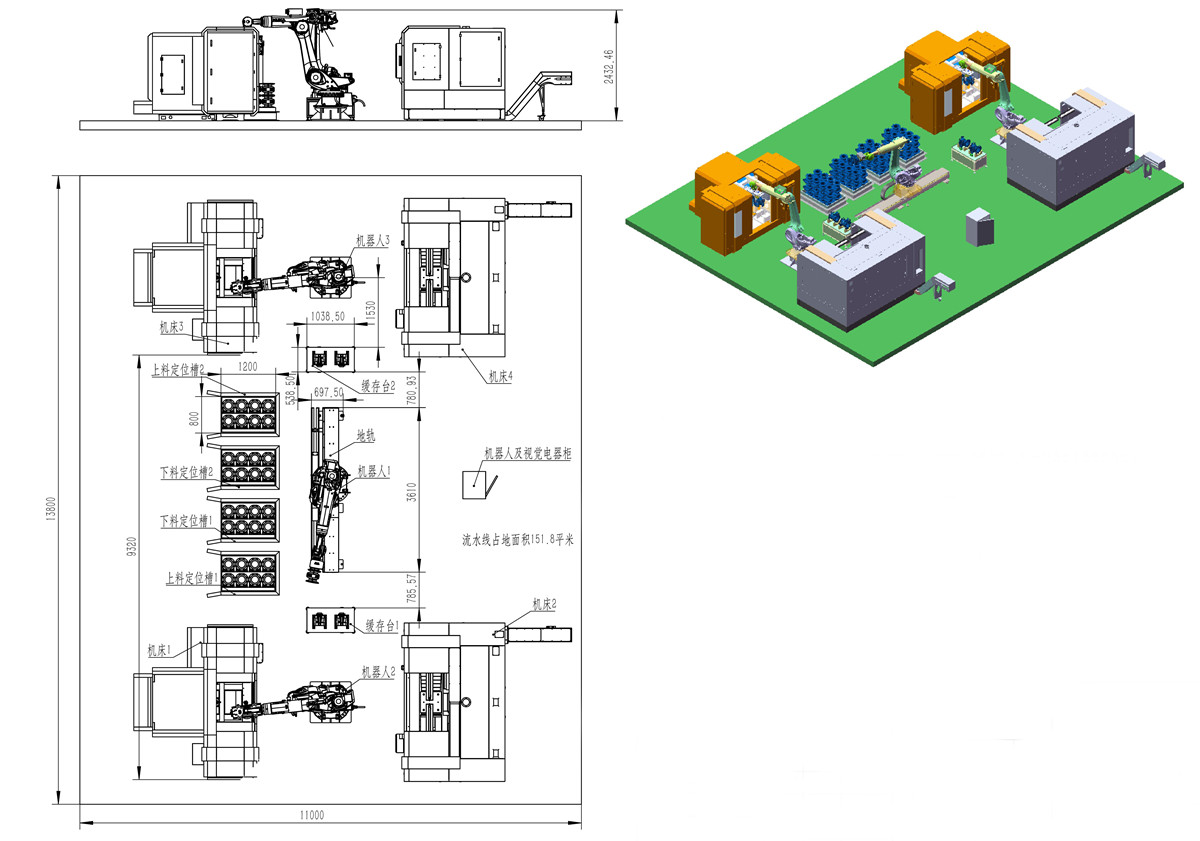
Soft Gate Valve Production Line
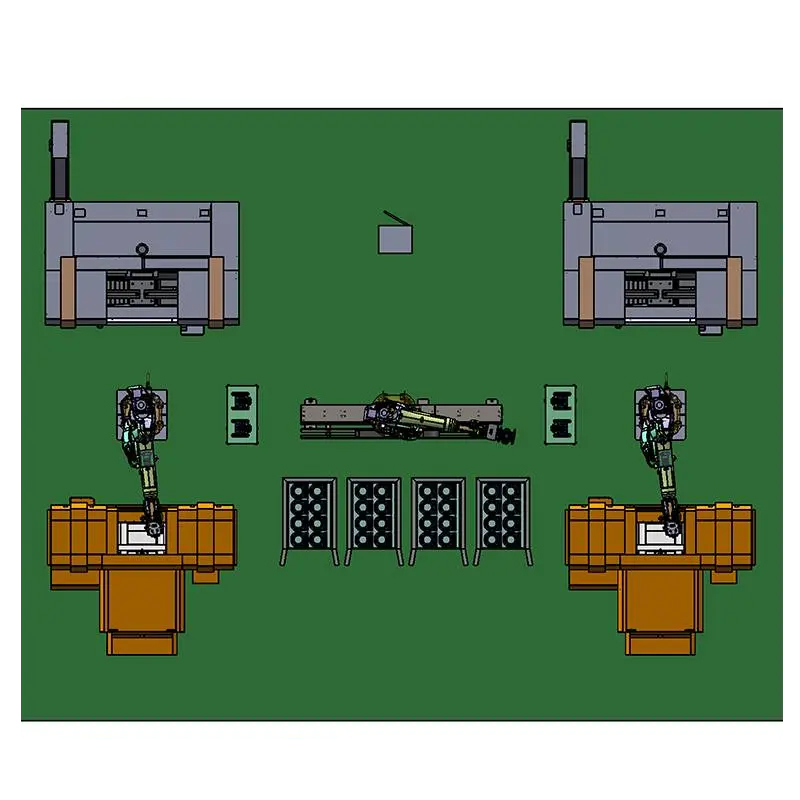
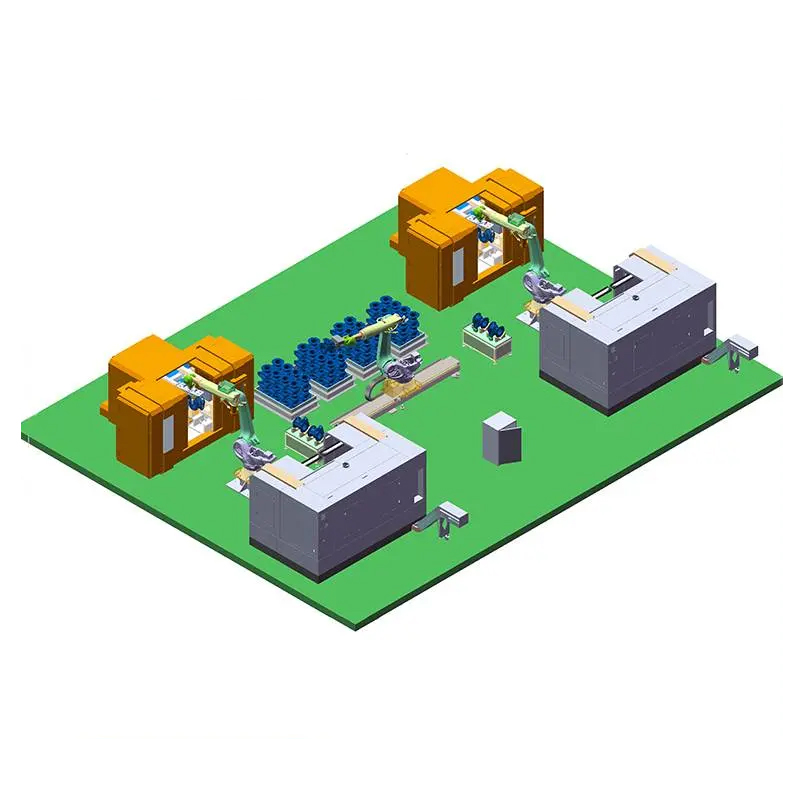
1.La funkciigisto metas la paleton plenan de valvokorpaj laborpecoj en la ŝarĝa poziciiga fendo 1 kaj la ŝarĝa poziciiga fendo 2 por poziciigado, kaj metas la malplenan pleton en la ŝarĝa poziciiga fendo 1 kaj la malŝarĝa poziciiga fendo 2 por poziciigado.
2.La fotilo sur la roboto 1 skanas la laborpecon sur la paleto en la manĝa poziciiga fendo 1 por precize poziciigi la laborpecon, kaj la laborpeco 1 estas fiksita kaj metita en la poziciiga fiksaĵo sur la bufrotablo 1.
Samtempe ĝi kaptas la prilaboritan laborpecon 3 (la roboto 2 ĵus kaptis ĝin de la maŝinilo 2), moviĝas al la malŝarĝa poziciiga fendo 1 kaj metas ĝin bonorde en la paleton laŭbezone.
La fotilo sur la roboto 1 skanas la laborpecon sur la paledo en la manĝa poziciiga fendo 2 por precize poziciigi la laborpecon, kaj la laborpeco 4 estas fiksita kaj metita en la poziciiga fiksaĵo sur la bufrotablo 2.
Samtempe ĝi kaptas la prilaboritan laborpecon 6 (la roboto 3 ĵus kaptis ĝin de la maŝinilo 4), moviĝas al la malŝarĝa poziciiga fendo 2 kaj metas ĝin bonorde en la paleton laŭbezone.
3.La roboto 2 krampas la laborpecon 1 de la bufrotablo 1 kaj kuras al la maŝinilo 1, kroĉas la finitan laborpecon 2 kaj krampas la laborpecon 1, kuras al la maŝinilo 2, ekprenas la finitan laborpecon 3 kaj krampas la laborpecon 2 , kaj kuras al la bufrotablo 1. Metu la laborpecon 3. Roboto 2 kompletigas la ciklon.
4.La roboto 3 ekprenas la laborpecon 4 de la bufra tablo 2 kaj kuras al la maŝinilo 3, ekprenas la finitan laborpecon 5 kaj krampas la laborpecon 4, kuras al la maŝinilo 4, ekprenas la finitan laborpecon 6 kaj krampas la laborpecon 5 , kaj kuras al la bufrotablo 2. Metu la laborpecon 6. Roboto 3 kompletigas la ciklon.