






Peza Devo CNC Borada Muelanta Maŝino

CNC Borado Kaj Muelanta Maŝino
Altrapida CNC-borado kaj frezmaŝino
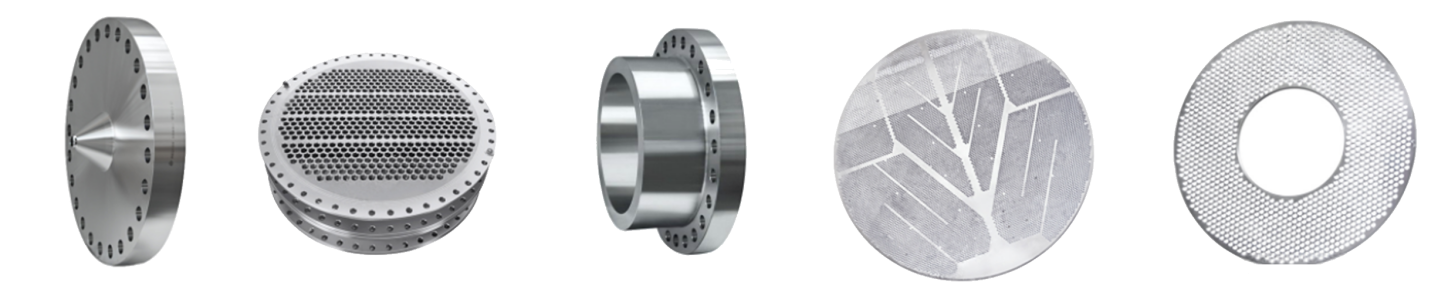
Maŝina Apliko
CNC-borado kaj frezmaŝino estas ĉefe uzataj por efika borado de laborpecoj kun dikecoj ene de la efika gamo kiel platoj, flanĝoj, diskoj kaj ringoj. Tra-truoj kaj blindaj truoj povas esti boritaj sur malsamaj specoj de materialoj. La maŝino estas ciferece kontrolita kun facila operacio. Ĝi povas atingi aŭtomatigon, altan precizecon, multoblajn variojn, amasproduktadon.
Por renkonti la pretigajn bezonojn de malsamaj uzantoj, nia kompanio disvolvis diversajn maŝinojn. Krom konvenciaj modeloj, ĝi ankaŭ povas esti personecigita laŭ la realaj bezonoj de klientoj.
Maŝina Strukturo
Ĉi tiu ekipaĵo estas ĉefe kunmetita de lita tablo, moviĝanta portiko, moviĝanta glita selo, borado kaj muelado-spindelo, aŭtomata lubrika aparato kaj protekta aparato, cirkulanta malvarmiga aparato, CNC-kontrolsistemo, elektra sistemo ktp. La apogo kaj gvidado de la ruliĝanta gvidilo kaj la precizeca plumboŝraŭbo, la maŝino havas altan poziciiga precizeco kaj ripetita poziciiga precizeco.
1)Labortablo:
La labortablo adoptas fandan strukturon, kaj la aviadilo havas T-fendon kun racia finfina aranĝo por fiksi laborpecojn. Super la lito, T-fendoj estas aranĝitaj. La veturadsistemo uzas AC-servomotoron kaj precizecan pilkŝraŭbon por veturi ambaŭflanke por movi la gantry en la Y-akso. Alĝustigeblaj rigliloj estas distribuitaj sur la fundo de la lito, kiuj povas facile ĝustigi la nivelon de la lita tablo.
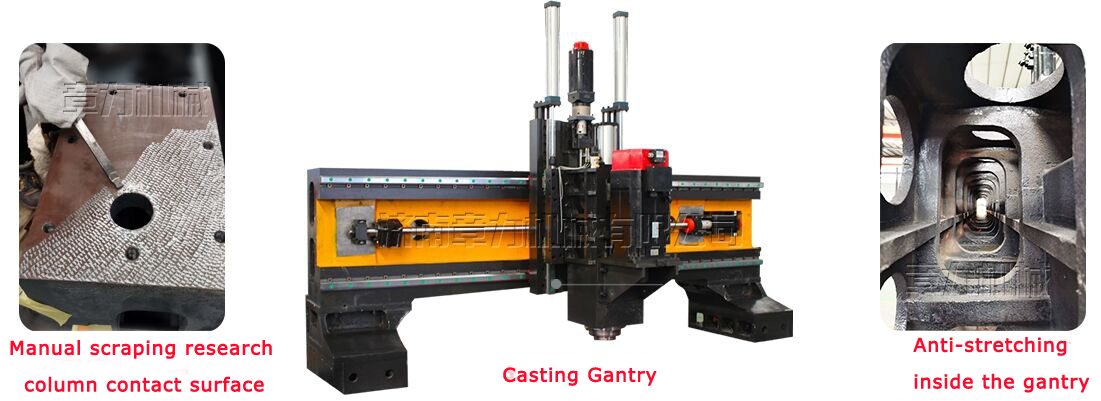
2)Movingportiko:
La movebla portiko estas gisita per griza fero 250, kaj du super-alt-kapacaj ruliĝantaj linearaj gvidparoj estas instalitaj sur la antaŭa flanko de la portiko. Aro de precizeca pilka ŝraŭba paro kaj servomotoro igas la potencan kapon gliti moviĝi en la X-akso. Borada potencokapo estas instalita sur la potenca kapoglito. La movado de la gantry estas realigita per la servomotoro kondukanta la pilkdraton sur la pilkŝraŭbon tra la precizeca kuplado.

3)Movingglitanta selo:
La movebla glita selo estas precizeca gisfera struktura komponanto. Du ultra-alt-kapacaj NC-relaj glitiloj kaj aro da precizecaj pilkaj ŝraŭbaj paroj kaj alt-precizeca planeda reduktilo estas konektitaj al la servomotoro por movi la boradpotencan kapon. Moviĝi en la direkto de la Z-akso povas realigi rapide antaŭen, labori antaŭen, rapide rebobeni kaj haltigi la potencan kapon. Kun aŭtomata blato-rompado, blato-forigo, paŭzaj funkcioj.
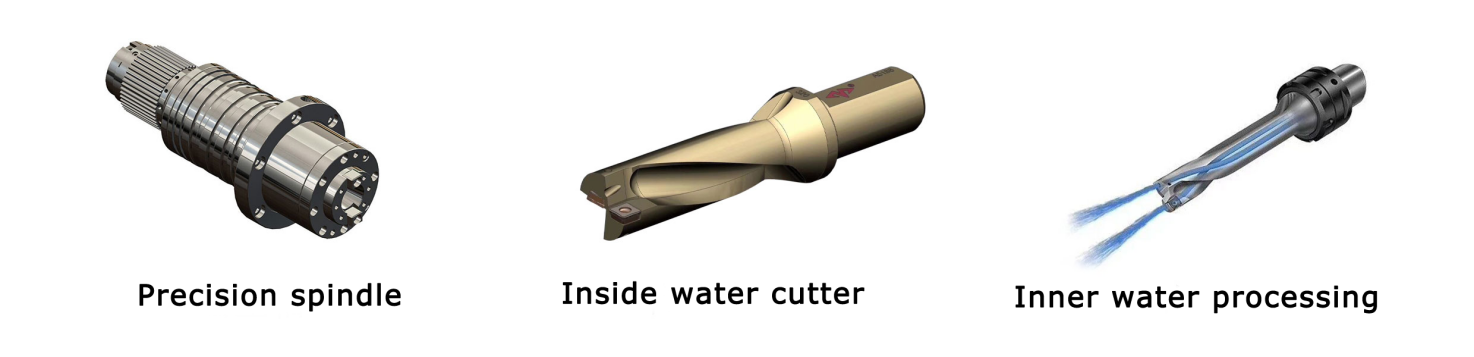
4)Bora potenco kapo(Spindelo):
La bora potenca kapo uzas dediĉitan servo-spindelmotoron, kiu movas dediĉitan precizecan spindelon malrapidigante la dentitan sinkronan zonon por pliigi tordmomanton. La spindelo uzas antaŭajn tri, du kaj kvin-vicajn japanajn angulkontaktajn lagrojn por atingi senpaŝan rapidŝanĝon. Rapida kaj facila anstataŭigo, la nutrado estas movita per servomotoro kaj pilka ŝraŭbo. La X kaj Y-aksoj povas esti ligitaj, kaj duonfermita buklokontrolo estas uzata por atingi liniajn kaj cirklajn interpolajn funkciojn.
Spindlefino estas BT40-pinta truo, ekipita per Rotorfoss-altrapida rotacia junto el Italio, kiu povas uzi altrapidan U-borilon (perforta borilo) kaj kernan borilon por elŝuti akvon.La spindela centra akvo-elirejo-funkcio povas plibonigi la tranĉan efikecon, realigu profundan truan prilaboradon kaj protektu la ilon por redukti la uzan koston.
5) Aŭtomata lubrika aparato kaj protekta aparato:
kiel gvidaj reloj, plumboŝraŭboj, rakoj, ktp., sen mortaj anguloj por certigi la servodaŭron de la maŝinilo. La X-akso kaj Y-akso de la maŝinilo estas ekipitaj per kontraŭpolvaj protektaj kovriloj, kaj akvorezistaj ŝprucgardiloj estas instalitaj ĉirkaŭ la laborbenko.

6)CNC Kontrola Sistemo:
6.1Kun funkcio de rompado de blato, tempo de rompado de blato kaj ciklo de rompado de blato povas esti agordita sur la interfaco homo-maŝino.
6.2 Kun la ila leva funkcio, la ila leva alteco povas esti agordita sur la interfaco homo-maŝino. Dum borado al ĉi tiu alteco, la borilo estas rapide levita al la supro de la laborpeco, kaj tiam la blato estas ĵetita, kaj tiam rapide antaŭenigita al la bora surfaco kaj aŭtomate konvertita al la laboro.
6.3 La centralizita operacia kontrolo-skatolo kaj portebla unuo adoptas cifersistemon, kaj estas ekipitaj per USB-interfaco kaj LCD-ekrano de likva kristalo. Por faciligi programadon, stokadon, ekranon kaj komunikadon, la operacia interfaco havas funkciojn kiel hom-maŝina dialogo, erarkompenso kaj aŭtomata alarmo.
6.4La maŝino havas la funkcion antaŭrigardi kaj rekontroli la truan pozicion antaŭ prilaborado, kaj la operacio estas tre oportuna.

7)Relo krampo
La krampo estas kunmetita de krampokorpo kaj aktuario. Ĝi estas alt-efikeca funkcia komponanto uzata kun la ruliĝanta lineara gvida paro. Ĝi generas fortan kramforton tra la kojnforma bloka ekspansia principo. Trajtoj kiuj pliigas rigidecon.
Karakterizaĵoj:
- Sekura kaj fidinda, forta krampa forto, krampante nemovan XY-akson dum borado kaj frapetado.
- Ekstreme alta krampa forto, pliigas la rigidecon de la aksa nutrado kaj malhelpas la mikromovon kaŭzitan de vibro.
- Rapida respondo, malferma kaj ferma responda tempo estas nur 0,06 sekundoj, kio protektas la maŝinilon kaj plibonigas la vivon de la ŝraŭbo.
- Fortika, nikel-tegita surfaco, bona kontraŭ-rusta agado.
Nova dezajno por eviti rigidan efikon dum krampado.
8)Aŭtomata forigilo de blatoj kaj cirkulanta malvarmiga aparato:
Aŭtomata pecetforigilo estas aranĝita ĉe la dorso de la laborbenko kaj filtrilo estas aranĝita ĉe la fino. La aŭtomata pecetforigilo estas plata ĉena tipo, kaj malvarmiga pumpilo estas instalita unuflanke. La elirejo de la blato estas konektita al la centra akvofiltradsistemo. La fridigaĵo fluas en la blat-elĵetilon. La liftopumpilo de blato elĵetilo kondukas la fridigaĵon en la centran akvofiltran sistemon. La altprema malvarmiga pumpilo cirkulas la filtritan fridigaĵon por tranĉado kaj malvarmigo. Kaj ĝi estas ekipita per troleo transporta blato, kiu estas tre oportuna por transporti ferajn blatojn. Ĉi tiu ekipaĵo estas ekipita per interna kaj ekstera malvarmiga sistemo por tranĉiloj. Dum borado al alta rapideco, la tranĉiloj estas malvarmetigitaj per interna akvo kaj ekstere dum malpeza muelado.
Malalta akvo alarmo
1) Kiam la fridigaĵo en la filtrilo estas ĉe la meza likva nivelo, la sistemo aŭtomate konektas la motoron por komenci, kaj la fridigaĵo en la pecetforigilo aŭtomate fluas en la filtrilon. Kiam la alta likva nivelo estas atingita, la motoro aŭtomate ĉesas funkcii.
2) Kiam la fridigaĵo en la filtrilo estas je malalta nivelo, la sistemo aŭtomate instigos la likvan nivelon mezurilon alarmi, la spindelo aŭtomate retiriĝos la ilon, kaj la maŝino suspendos laboron.
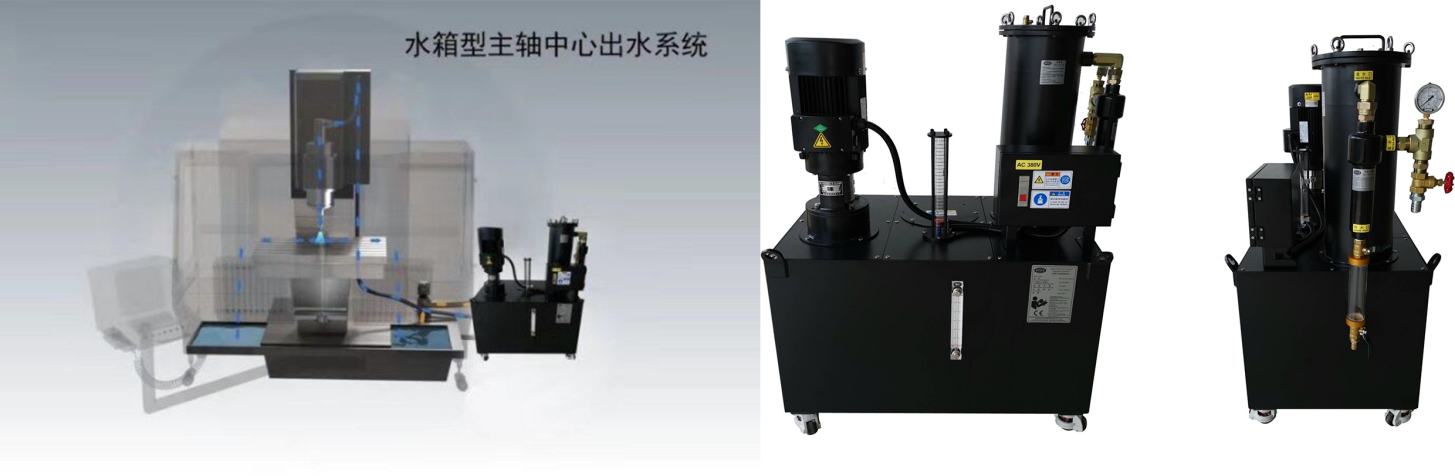
9)Centra Elirejo Filtrada Sistemo:
La maŝino estas ekipita per centra akvo-filtradsistemo kiel norma, kiu povas efike filtri la malpuraĵojn en la fridigaĵo. La interna ŝprucaĵakva sistemo povas malhelpi ferajn pinglojn implikiĝi sur la ilo dum prilaborado, reduktante ileluziĝon, plilongigante ilan vivon, plibonigante laborpecan surfacan finaĵon, La altprema akvo-elirejo de la klingopinto povas bone protekti la surfacon de la laborpeco, protektu la altrapidan rotacian junton, malhelpu malpuraĵojn bloki la rotacian junton, kaj plibonigu la ĝeneralan kvaliton de la laborpeco kaj laborefikecon.
10)Pilkŝraŭbo kaj motoro integrita sidloko:
La motorbazo estas alta koncentreca produkto konektanta la pilkŝraŭbon kaj la motoron. La angula kontakta parigita lagro (precizeca grado C5) estas integrita por plibonigi la precizecon kaj certigi nulan aksan forigon de la pilkŝraŭbo kiam la motoro estas antaŭen kaj malantaŭa. Ĝi estas precipe taŭga por altrapida ekipaĵo.
Precizeco de muntado: la pilkŝraŭbo kaj la motoro estas instalitaj en unu tra la motora bazo. Reduktu la koncentrec-eraron de motorŝafto kaj pilkŝraŭbo-ŝafto, kontrolu ĝin je plus aŭ minus 0.01mm, kaj la perpendikulareco de fina vizaĝo estas 0.01.
11)Kvar-ungega memcentra tablo(laŭvola)
La labortablo de memcentra ekipaĵo estas ekipita per kvar-makzelo hidraŭlika memcentra mandrilo. La laborpeco povas esti alcentrigita aŭtomate en unu krampo sen ĉiu laborpeco patrolado por trovi la centron. La krampo estas rapida kaj oportuna.
Solvu la problemon, ke la laborpeco kun indeksa cirklo malpli ol 1600 mm en diametro estas krampita premante teleron post nutrado kaj poste serĉante la centron, kiu konsumas malpli da tempo kaj prenas pli longan fiksan tempon ol prilaborado.
Memcentra kvar-makzelo sendepende evoluigita kun granda makzelo streko malfaciligas laborpecon tuŝi la makzelon dum krampo. La striostrukturo kun kuseneto estas uzata.Ĝi solvas la situacion, ke hidraŭlikaj aŭ pneŭmatikaj makzeloj havas malmulte da vojaĝo sur la merkato kaj grandaj laborpecoj efikos la makzelojn dum levado, kaŭzante damaĝon al la chucks.
La kvar makzeloj sur la laborbenko estas en malmuntebla stilo, kaj la forigo de la malantaŭa laborbenko estas normala platformo kun sia propra T-kanelo. Ĝi plibonigas la aplikaĵon de aliaj laborpecoj krom la ringo.
Specifon
| Modelo | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Labora grandeco | Longo * Larĝo (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Vertikala Borado Kapo | Spindelo mallarĝa | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 |
| Borada diametro (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Frapa diametro (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Spindrapideco (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Spindpotenco (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Distanco de la suba fino de la spindelo ĝis la laborsurfaco (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Ripeta Pozicia Precizeco (X/Y/Z) | X/Y/Z | ± 0.01/1000mm | ± 0.01/1000mm | ± 0.01/1000mm | ± 0.01/1000mm |
| Malneta pezo (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Revua ilo | Linia ilrevuo | ||||
Kvalita Inspektado
Ĉiu maŝino de Bosman estas kalibrita per lasera interferometro de la Unuiĝinta Reĝlando-firmao RENISHAW, kiu precize inspektas kaj kompensas pro eraroj de tonalto, kontraŭreago, poziciiga precizeco kaj ripetita poziciiga precizeco por certigi la dinamikan, statikan stabilecon kaj pretigan precizecon de la maŝino. . Testo de pilko-stango Ĉiu maŝino uzas testilon de pilko-stango de la brita kompanio RENISHAW por korekti la veran cirklon-precizecon kaj maŝinan geometrian precizecon, kaj samtempe fari cirkulajn tranĉajn eksperimentojn por certigi la 3D-maŝin-precizecon kaj cirklan precizecon de la maŝino.

Antaŭ&Post Servo
1) Antaŭ Servo
Tra studado de la peto kaj necesaj informoj de klientoj kaj retrosciigo al niaj inĝenieroj, la Bossman Technical-teamo respondecas pri la teknika komunikado kun la klientoj kaj la formuliĝo de solvoj, helpante klienton elekti la taŭgan maŝinan solvon kaj taŭgajn maŝinojn.
2) Post Servo
A.La maŝino kun unujara garantio kaj pagita por dumviva bontenado.
B.Dum la unujara garantia periodo post kiam la maŝino alvenis en celhavenon, BOSSMAN provizos senpagajn kaj ĝustatempajn prizorgajn servojn por diversaj ne-homfaritaj misfunkciadoj sur maŝino, kaj ĝustatempe anstataŭigos ĉiajn ne-homfaritajn damaĝajn partojn senpage. de pagendaĵo. Fiaskoj okazantaj dum la garantia periodo devas esti riparitaj je taŭgaj kostoj.
C.Teknika subteno en 24 horoj interrete, TM, Skajpo, Retpoŝto, solvante la relativajn demandojn ĝustatempe. se ne povas esti solvita, BOSSMAN tuj aranĝos, ke postvenda inĝeniero alvenu surloke por riparo, aĉetanto devas pagi por la VISA, flugbiletoj kaj loĝejo.
Firmaa Retejo






