Kvin-aksa Maŝincentro FH80P
Kvin-aksosamtempamaŝincentro
XYZ lineara akso kava malvarmigo ŝraŭbo stirado
B\C rotacia ŝafto DD rekta stirado transdono
Plena fermita buklo absoluta valoro mezursistemo
Norma agordo
| Ne. | Agorda priskribo | Unit | Kvanto | Rimarko |
| 1. | FH-komputila minerala fandado | Aro | 1 |
|
| 2. | Siemens ONE kontrolsistemo | Aro | 1 |
|
| 3. | Ekrano: 21.5 coloj tuŝekrano panelo | Aro | 1 |
|
| 4. | FH-kvin-aksa plurfunkcia svingkapo (B-akso) | Aro | 1 |
|
| 5. | DGZX-24012/34B2 muelada elektra spindelo (ŝirmita turna funkcio) | PC | 1 |
|
| 6. | X/Y/Z-Akso Kava Malvarmiga Pilka Ŝraŭbo | PCS | 3 |
|
| 7. | Freza Rekta Drive Turntable (C-akso) | Aro | 1 |
|
| 8. | B-akso RCN8380 29 bitoj absoluta kodilo | PC | 1 |
|
| 9. | C-akso RCN2580 28 bitoj absoluta kodilo | PC | 1 |
|
| 10. | INA Roller Linear Slides | Aro | 7 |
|
| 11. | Spindle akvomalvarmigsistemo | Aro | 1 |
|
| 12. | Maŝina ringa tipo akva ŝprucaĵo | Aro | 1 |
|
| 13. | Kvin-aksa kapo duonluna tipo akvosprajo, duonluna tipo blovgaso | Aro | 1 |
|
| 14. | Antaŭa kaj flanka laboranta sekureca interŝlosa sistemo | Aro | 1 |
|
| 15. | Akvorezista laborkubo-lumigado | PCS | 2 |
|
| 16. | Hidraŭlika stacidomo | Aro | 1 |
|
| 17. | Centra centralizita nutraĵa lubrikado-aparato | Aro | 1 |
|
| 18. | Operacio flanko purigado akvo pafilo kaj aero pafilo | Aro | 1 |
|
| 19. | Tranĉa fluida sistemo (CTS 25bar) | Aro | 1 |
|
| 20. | Plene enfermita protekta lado | Aro | 1 |
|
| 21. | Operacia skatolo | Aro | 1 |
|
| 22. | Elektra skatolo klimatizilo | Aro | 1 |
|
| 23. | Elektronika manrado de Siemens | PC | 1 |
|
| 24. | Pied-funkciigita ŝpinila ilo-liberiga ŝaltilo | PC | 1 |
|
| 25. | Maŝina tri-kolora lumo | Aro | 1 |
|
| 26. | 40PCS HSK-A63 ila revuo kaj servo ATC-sistemo | Aro | 1 |
|
| 27. | X/Y/Z tri-aksa absoluta valoro kradskalo | Aroj | 3 |
|
| 28. | Spirala Blato ruliĝanta aparato kaj Malantaŭa Blata Transportilo + Ĉipaŭto | Aro | 1 |
|
| 29. | Renishaw OMP60 infraruĝa sondilo | Aro | 1 |
|
| 30. | Renishaw NC4F230 lasera ilo fiksanta aparaton | Aro | 1 |
|
| 31. | Fundamentnivelaj kusenetoj kaj fundamentaj rigliloj | Aro | 1 |
|
| 32. | Teknika manlibro | Aro | 1 |
Parametro
| Modelo | Unuo | FH80P | |||||
| Vojaĝi | |||||||
| Vojaĝo de X-akso | mm | 800 | |||||
| Y-akso vojaĝo | mm | 1050 | |||||
| Z-akso vojaĝo | mm | 800 | |||||
| Distanco de spindela nazo al labortablosurfaco | mm | 162-962 | |||||
| Horizontala frezkapo | mm | 39-839 | |||||
| Nutrado/rapida mova rapideco | m/min | 40 | |||||
| Nutra forto | KN | 10 | |||||
| Rotacia tablo (C-akso) | |||||||
| Grandeco de labortablo | mm | Ø880 | |||||
| Maksimuma tabloŝarĝo (muelejo) | kg | 3000 | |||||
| Rotacia tablo max. rapido | rpm | 150 | |||||
| Minimuma fenda angulo | ° | 0.001 | |||||
| Taksita tordmomanto | Nm | 1140 | |||||
| Maksimuma tordmomanto | Nm | 1980 | |||||
| CNC-svinga frezkapo (B-akso) | |||||||
| Svinga gamo (0=Vertikala/180=Nivelo) | ° | -15~180 | |||||
| Rapida moviĝado kaj nutra rapideco | rpm | 50 | |||||
| Minimuma fenda angulo | ° | 0.001 | |||||
| Taksita tordmomanto | Nm | 743 | |||||
| Maksimuma tordmomanto | Nm | 1320 | |||||
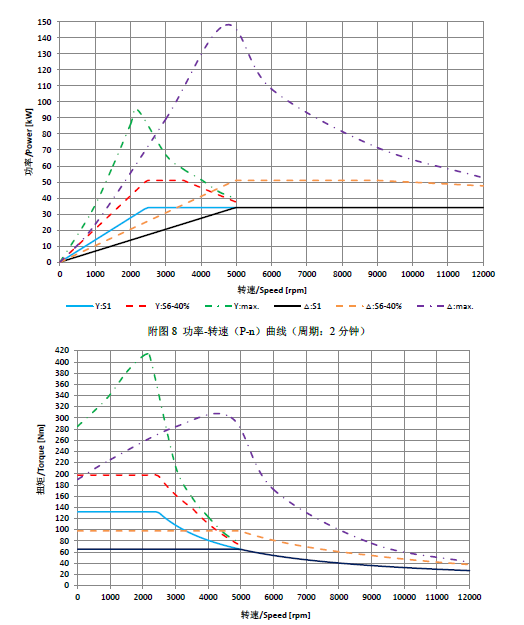
| Spindelo (muelado) | |||||||
| Ŝpinilo rapido | rpm | 12000 | |||||
| Spindle potenco | Kw | 34/42 | |||||
| Spindmomanto | Nm | 132/185 | |||||
| Spindelo mallarĝa |
| HSKA63 | |||||
| Revuo de iloj | |||||||
| Ila interfaco |
| HSKA63 | |||||
| Kapacito de ilrevuo | PCS | 40 | |||||
| Max.ilo diametro/longo/pezo |
| Ø85/300/8 | |||||
| Ilŝaltilo (Ilo al ilo) | S | 4 | |||||
| Mezura aparato | |||||||
| Infraruĝa sondilo | Renishaw OMP60 | ||||||
| Ilo-detekta instrumento en laborpretiga areo | Renishaw NC4F230 | ||||||
| Pozicia precizeco (ISO230-2 kaj VDI3441) | |||||||
| X/Y/Z poziciiga precizeco | mm | 0,006 | |||||
| X/Y/Z Ripeta poziciiga precizeco | mm | 0,004 | |||||
| B/C poziciiga precizeco |
| 8" | |||||
| B/C Ripeta poziciiga precizeco |
| 4" | |||||
| CNC-regilo | |||||||
| Kontrolsistemo |
| Siemens UNU | |||||
| Aliaj | |||||||
| Maŝina pezo | Kg | 30000 | |||||
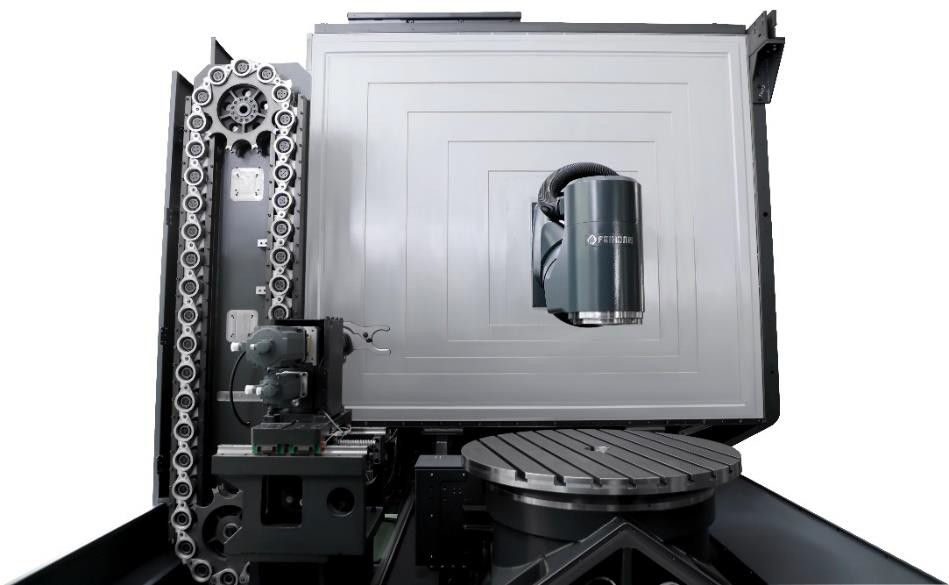
Ĉefaj Maŝinaj Specifoj | Optimuma Rigida Struktura Agordo
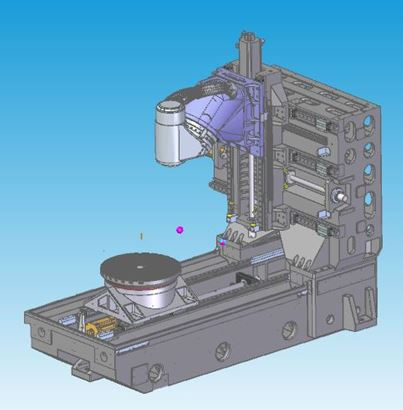
Dezajnaj Trajtoj | Plej bona Mekanika Drato Casting Analiza Dezajno
◆La lito adoptas novan mineralan fandan strukturon, kaj la moviĝantaj partoj adoptas altkvalitan gisferon de Meehanite.
◆Hura kaj natura maljuniga traktado por forigi internan streson
◆Struktura natura frekvenca vibro forigas materialan pretigan streson
◆La dezajno de granda areo kaj alt-rigideca kolumno sur la tuta muro povas efike plibonigi la rigidecon kaj statikan kaj dinamikan precizecon
◆Tri-akso kava malvarmigo ŝraŭbo stirado
Elektra spindelo

Dezajnaj Trajtoj
◆ Laŭ la karakterizaĵoj de maŝino, sendependa esplorado kaj disvolviĝo kaj produktado.
◆ La mallarĝa truo de HSK-A63 estas adoptita en la modelo FH80P.
◆ La ekstera malvarmiga sistemo estas uzata por cirkulado de malvarmigo por efike certigi la aplikon de la elektra spindelo.
CNC-svinga frezkapo (B-akso)


Dezajnaj Trajtoj
◆ Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno
◆ Altaj akcelaj karakterizaĵoj
◆ La plej mallonga interspaco inter la ila nazpunkto de la spindelo kaj la struktura subtenpunkto realigas la maksimuman rigidecon de tranĉado.
◆ Pli grandaj YRT-lagroj pliigas rigidecon
◆ Ekipita kun HEIDENHAIN RCN8380-serio absoluta rotacia kodilo-mezursistemo, plene fermitcirkula kontrolo por certigi la plej bonan precizecon
◆ B-akso malvarmiga sistemo dezajno por redukti varmotransigo
Rotacia tablo (C-akso)

Dezajnaj Trajtoj
◆ Sendependa dezajno kaj produktado.
◆ Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno.
◆ Alta akcelo kaj malakceliĝo respondaj karakterizaĵoj.
◆ Pli granda YRT-lagro pliigas rigidecon.
◆ Granda taksita veturado-momanto, poziciiga prilaborado, kun labortabla poziciigado kaj fiksa aparato
◆ Plenumu la bezonojn de muelado, reduktu la manipuladon de pecoj kaj plibonigu la precizecon de la produkto.
◆ Ekipita per HEIDENHAIN-alta precizeca rotacia kodila mezursistemo, plene fermita buklo-kontrolo por certigi la plej bonan precizecon.
◆ Malvarmiga sistemo-dezajno por redukti varmotransigon.
CNC-sistemo

Elektaj trajtoj
◆ Elektu la kontrolan gastiganton NCU730.3B por kvin-aksa samtempa (vidu la funkciotabelon por detaloj pri la sistema agordo)
◆ Kun RTCP-funkcio
◆ Elektu Siemens S120-veturadon kun 3-obla superŝarĝa kapacito kaj 1FT-seriomotoro kun altaj movaj trajtoj.
◆Elektu TCU30.3+ICP427E kiel la HMI-interaga gastiganto, IPC havas pli altan komputikan rapidecon kaj pli altan stokan spacon.
ATC-sistemo
Dezajnaj Trajtoj
◆ Sendependa dezajno kaj produktado.
◆ Elekto de iloj kaj ŝanĝo de iloj uzas servomotoron por kontroli la fina ago, kiu estas pli stabila kaj preciza.
◆ Kombinita kun la funkcio de administrado de iloj de Siemens ONE, pli efika administrado de iloj.
Levebla ila agordilo
Dezajnaj Trajtoj
◆ Ekipita kun Rensishaw NC4F230 ilo-setter, la precizeco estas pli alta.
◆Sur-maŝina aŭtomata ilo agordo kaj ila kompenso ĝisdatigo aŭtomate.
◆La ila fiksa aparato povas esti levita supren kaj malsupren por ŝpari la spacon sur la pretiga surfaco.
Plene sigelita lado-dezajno protektas la ilan agordan instrumenton de akvo kaj feraj fajlaĵoj dum prilaborado.
Infraruĝa sondilo
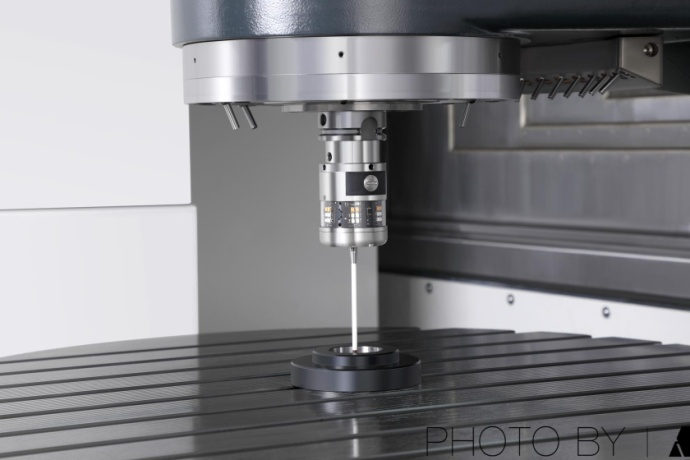
Dezajnaj Trajtoj
◆ Ekipita per optika sondilo Ranishaw OMP60.
◆Sur-maŝina laborpeco-vicigo kaj grandeco-inspektado reduktas manajn inspektajn erarojn kaj plibonigas produktan precizecon kaj pretigan efikecon.
◆ Ŝparu 90% pri maŝina helpo-tempo.
Ekstero
La kovrildezajno de la kvin-aksa maŝinadcentro de la serio FH konformas al la striktaj CE-sekurecaj normoj. La plene densa lado malhelpas la operaciiston erare eniri la laborareon dum prilaborado, kaj samtempe malhelpas la uzon de altprema tranĉa fluido aŭ blatoj de la maŝino, krom la averta nomplato. , La operacia pordo ankaŭ estas ekipita per sekureca ŝaltilo por malhelpi akcidentojn dum operacio aŭ prizorgado. Kaj havas grandan pepan fenestron, kiu estas oportuna por la operatoro kompreni la funkciadon kaj prilaboradon de la maŝino.
Pura
Uzu la teleskopan kovrilon kaj protektan ladon por protekti la blatojn generitajn dum operacio, eviti tranĉi ŝprucojn kaj kaŭzi damaĝon al aliaj mekanismoj.
Lumigo
La laborareo estas ekipita per du LED-lumoj, kaj la lumigado de la lumigado estas konservita super 800LUX, provizante taŭgan helan labormedion por la funkciigisto.
Funkciebleco
La operacia flanko estas ekipita per fendita glitpordo, kiu disponigas grandan malferman spacon, kio estas oportuna por ke la laborpeco estu libere ŝarĝita kaj malŝarĝita de tri direktoj uzante la gruon.