






E30 CNC Cilindra Muelanta Maŝino Por Tranĉilaj Iloj

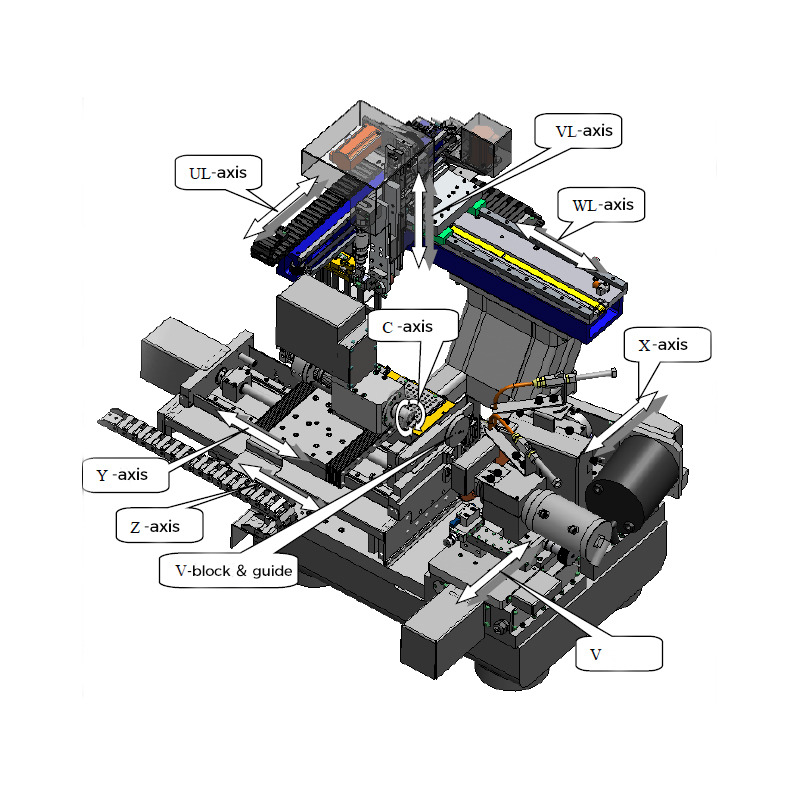
Ĉefstruktura diagramo de maŝino
Aplika amplekso
Aplika gamo: frezmaŝino, borilo, alelo kaj diversaj altprecizecaj partoj-prilaborado.
Pretiga gamo: diametra gamo de prilaboritaj produktoj: Φ3~Φ20mm, longa gamo de prilaboritaj produktoj: 120mm (aŭtomata), 330mm (manlibro).
Pretigaj karakterizaĵoj: samtempa muelado de fajnaj kaj krudaj duoblaj muelantaj radoj, unufoja prilaborado kaj formado.
Maŝina enkonduko
1. Lita strukturo:
2. Lado de la tuta maŝino: la tuta maŝino havas tute enfermitan strukturon, kaj la ĉefa kadro estas apartigita de la ekstera kovrilo por eviti vibradon.
3. Kontrolsistemo: NEWCON
4. La principo de tondado:
• X-akso (mekanismo de kruda muelilo): realigi la reciprokan movon de la kruda muelilo en la direkto de X-akso;
• V-akso (fajna muelila mekanismo): realigi la reciprokan movon de la fajna muelilo en la V-akso;
• Y-akso (Y-aksa nutra mekanismo): realigi la reciprokan movadon de la labortablo en la Y-aksa direkto;
• C akso (laboranta kapo rotacio mekanismo): realigi la rotacian movon de la laboranta kapo en la direkto de la C akso:;
• UL-akso, VL-akso kaj WL-akso (manipulador-elek-kaj-loka mekanismo): realigi la reciprokan movon de la manipulanto en la horizontala kaj vertikala direktoj;
• Gvida rado kaj V-bloka subteno: Helpa al la kompletigo de maŝinado.
1. Movantaj partoj: X-akso, V-akso, Y-akso, WL-akso, UL-akso, VL-akso, gvida rado-mekanismo, brako-mekanismo, histerezo-alĝustigo
2. Workpiece spindelo: Chuangyun memfarita spindelo
3. Muelanta spindelo: Xiamen Tungsten Motoro
4. Lubrikado de la tuta maŝino: oleaj cicoj estas rezervitaj por ĉiu akso kaj lubrikitaj regule
5. Metodo de nutrado: nutrado de tri-aksa manipulador
Teknikaj specifoj
| kontrolo metodo | Eksteraj butonoj, tuŝekrano | |
| Montra metodo | Tuŝekrano, averta lumo | |
| malvarmiga metodo | Malvarmiga oleo | |
| transiga metodo | Hidraŭlika, pneŭmatika, servomotoro | |
| nutrado | AC 3×380V ,50Hz | |
| Maksimuma totala potenco | 25 kW | |
| Dimensioj | 2152×1838×2614 mm | |
| malneta pezo | 3050 kg | |
| Malvarmiga oleopremo | 0.6~0.8MPa | |
| barometra premo | Tuta vojpremo: 5~6Bar | |
| Chuck aerpremo: 2~3Bar | ||
| Gvidrada aerpremo: 2 ~ 2.5Bar | ||
| Gripper aera vojo premo: 1.5 ~ 4Bar | ||
| Aera premo de brako: 5~6Bar | ||
| Optika skalo purigado de aerpremo: 0.6 ~ 0.7Bar | ||
| Manipulator parametroj | ||
| UL-akso | Vojaĝi | 450mm |
| Ripeteblo | 0.02mm | |
| Maksimuma operacia rapideco | 15000mm/min | |
| VL-akso | Vojaĝi | 100mm |
| Ripeteblo | 0.02mm | |
| Maksimuma operacia rapideco | 15000mm/min | |
| WL-akso | Vojaĝi | 540mm |
| Ripeteblo | 0.02mm | |
| Maksimuma operacia rapideco | 15000mm/min | |
| Parametro de procesado de akso | ||
| Y-akso | Vojaĝi | 350mm |
| Minimuma Rezolucia Precizeco | 0,0001 mm | |
| X-akso | Vojaĝi | 35mm |
| Minimuma Rezolucia Precizeco | 0,0001 mm | |
| V-akso | Vojaĝi | 35mm |
| Minimuma Rezolucia Precizeco | 0,0001 mm | |
| Gvida rado | Rotacia precizeco: | ≤0.010mm |
| Laborkapo (C-akso) | Motora Potenco | 1.57Kw |
| Rotacia rapido | ≤2000rpm | |
| Precizeco de elĉerpiĝo | ≤0.002mm | |
| minimuma rezolucio | 0,0001° | |
| Malglata muelila spindelo | Motora Potenco | 8.5KW |
| Rotacia rapido | ≤5000rpm | |
| Precizeco de elĉerpiĝo | ≤0.002mm | |
| dinamika ekvilibro | ≤G0.4 | |
| Fajna muelila spindelo | Motora Potenco | 1.4KW |
| Rotacia rapido | ≤7950rpm | |
| Precizeco de elĉerpiĝo | ≤0.002mm | |
| dinamika ekvilibro | ≤G0.4 | |
| Muelantaj parametroj |
|
|
| Chuck-modelo | W20 | |
| Kruda muelila diametro | Ø250mm | |
| Diametro de fajna muelilo | Ø150mm | |
| Laborpeco Shank Diametro | Ø3-Ø12mm (aŭtomata) / Ø3-Ø20mm (manlibro) | |
| Laborpeco Muelanta Gamon | Ø0.08 - Ø20mm | |
| laborpeco longo | 120mm (aŭtomata) / 350mm (manlibro) | |
| La maksimuma pretiglongo de la laborpeco | 330mm | |
| Prilaborado de ekstera diametro elfluo | ≤0.003mm | |
| Longa maŝinanta precizeco | ± 0,1 mm | |
| Angulo maŝinanta precizeco | ≤0.3° | |
| Aspektoprecizeco | ≤Ra0.4 (fino muelanta) | |
Norma agorda listo
| 10 | CNC-sistemo | NEWC0N | 1 |
| 20 | servomotoro | NEWC0N | 8 |
| 30 | servilo Ŝoforo | NEWC0N | 4 |
| 40 | Operacia panelo/mana rado | NEWC0N | 1 |
| 50 | Alta precizeca laborkapa modulo | GESAC | 1 |
| 60 | Altprecizega elektra spindelo (1.4KW) | GESAC | 1 |
| 70 | Alta precizeca motoro (7.1KW) | GESAC | 1 |
| 80 | Alta Precizeca Mekanika Spindelo | GESAC | 1 |
| 90 | Preciza relo | Schneeberger | 10 |
| 100 | Precizeco Krucigita Rulilo Lineara Vojo | Schneeberger | 4 |
| 110 | Preciza Pilka Ŝraŭbo | NSK | 4 |
| 120 | Funkciado kaj pretiga simuladsoftvaro (norma paŝodiferenco, sfera, ktp.) | GESAC | 1 |
| 130 | Invetilo | GESAC | 1 |
| 140 | Invetilo | GESAC | 1 |
| 150 | tuŝekrano | 19寸ELO | 1 |
| 160 | Maŝina ilo sekureca porda seruro aparato | Jinzhong | 1 |
| 170 | sensilo | Baumer | 3 |
| 180 | flusensilo | Yifumen | 1 |
| 190 | Elektraj komponantoj | Schneider | 1 |
| 200 | Pneŭmatikaj Komponentoj | CKD | 1 |
| 210 | Drato kaj Kablo | ComCab | 1 |
| 220 | Raka klimatizilo | GESAC | 1 |
| 230 | Preciza prema rado Ø92x8 | GESAC | 1 |
| 240 | Preciza prema rado Ø92x15 | GESAC | 1 |
| 250 | Chuck W20 D4 | GESAC | 1 |
| 260 | Norma pleto D4 | GESAC | 3 |
| 260 | Altprecize kongrua V-bloko (3-6)*10 | GESAC | 1 |
| 280 | Flanĝo de muelrado de alta precizeco (rapidŝanĝa tipo) | GESAC | 2 |
| 290 | Plena aro de manipulaj fingroj | GESAC | 1 |
Maŝinaj trajtoj
7 CNC-aksoj, 4 CNC-aksoj estas uzataj en la pretiga areo, kiuj povas realigi aŭtomatan ŝarĝon kaj malŝarĝon, batan senpilotan produktadon.
Preciza precizeco kaj efikeco de maŝiniloj
1. La radiala malplenigo de la laborpeco estas ene de 0.003mm;
2. La precizeco de grandeco 2.0 estas kontrolita ene de ± 0.005mm;
3. La rondeco de la laborpeco estas ene de 0.003mm;
4. Surfaca malglateco < Ra0.4;





