CNC Horizontala Maŝinado-Centro

Horizontala Maŝincentro
Horizontala tornilo
Maŝinaj Trajtoj
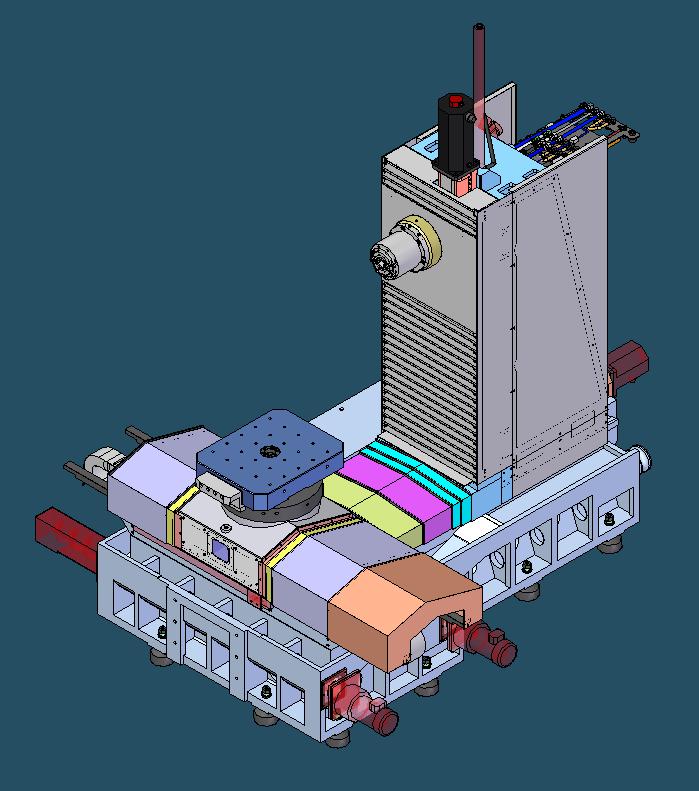
H-serio horizontala maŝinanta centro adoptas internacie altnivelan T-forman ĝeneralan litan strukturon, gantry-kolumnon, pendantan skatolan strukturon, fortan rigidecon, bonan precizecan retenon, taŭgan por precizecaj kabinetoj.
Por la prilaborado de partoj, plurvizaĝa muelado, borado, fresado, borado, frapetado ktp. povas esti farita en unu krampo samtempe, maŝino estas vaste uzata en aŭtomobiloj, fervoja trafiko, aerospaco, valvoj, minindustriaj maŝinoj, teksaĵaj maŝinoj. , plasta maŝinaro, ŝipoj, elektra energio kaj aliaj kampoj..
Specifo
| Ero | Unuo | H63 | H80 | ||
| Labortablo | Grandeco de labortablo (longo × larĝo) | mm | 630×700 | 800×800 | |
| Labortabla indeksado | ° | 1°×360 | |||
| Formo de countertop | 24×M16 Fadenigita truo | ||||
| Maksimuma ŝarĝo de labortablo | kg | 950 | 1500 | ||
| Maksimuma turnanta diametro de labortablo | mm | Φ1100 | Φ1600 | ||
| Vojaĝi | Movu la tablon maldekstren kaj dekstren (X-akso) | mm | 1050 | 1300 | |
| Kapo moviĝas supren kaj malsupren (Y-akso) | mm | 750 | 1000 | ||
| Kolumno moviĝas antaŭen kaj malantaŭen (Z-akso) | mm | 900 | 1000 | ||
| Distanco de spindela centra linio al tablosurfaco | mm | 120-870 | 120-1120 | ||
| Distanco de spindelfino al centro de labortablo | mm | 130-1030 | 200-1200 | ||
| Spindelo | Spindle taper truo nombro | IS050 7:24 | |||
| Ŝpinilo rapido | rpm | 6000 | |||
| Ŝpinilo-motora potenco | Kw | 15/18.5 | |||
| Spindle eliga tordmomanto | Nm | 144/236 | |||
|
| Ilo-portilo normo kaj modelo | MAS403/BT50 | |||
| Nutrado | Rapida mova rapideco (X, Y, Z) | m/min | 24 | ||
| Tranĉa furaĝrapideco (X, Y, Z) | mm/min | 1-20000 | 1-10000 | ||
| Nutra motora potenco (X, Y, Z, B) | kW | 4.0/7.0/7.0/1.6 | 7.0/7.0/7.0 | ||
| Nutra motoro eliga paro | Nm | X、Z:22;Y:30;B8 | 30 | ||
| ATC | Kapacito de ilrevuo | PCS | 24 | 24 | |
| Metodo de ŝanĝo de ilo | Brako tipo | ||||
| Maks. Ilo grandeco | Plena ilo | mm | F110×300 | ||
| Apuda sen ilo | F200×300 | ||||
| Pezo de ilo | kg | 18 | |||
| Tempo de ŝanĝo de ilo | S | 4.75 | |||
|
Aliaj | Aera premo | kgf/cm2 | 4~6 | ||
| Hidraŭlika sistemo premo | kgf/cm2 | 65 | |||
| Kapacito de lubrikaĵo | L | 1.8 | |||
| Kapacito de hidraŭlika oleo-tanko | L | 60 | |||
| Kapacito de malvarmigo-skatolo | L | Normo: 160 | |||
| Malvarmiga pumpilo fluo/kapo | l/min, m | Normo: 20L/min, 13m | |||
| Totala elektra kapablo | kVA | 40 | 65 | ||
| Maŝina pezo | kg | 12000 | 14000 | ||
|
| CNC-sistemo | Mistubishi M80B | |||
Ĉefa Agordo
La maŝino estas ĉefe kunmetita de bazo, kolumno, glita selo, indeksa tablo, interŝanĝa tablo, kapo, malvarmigo, lubrikado, hidraŭlika sistemo, plene enfermita protekta kovrilo kaj nombra kontrolo-sistemo. La ilrevuo povas esti ekipita per disko aŭ ĉena tipo.
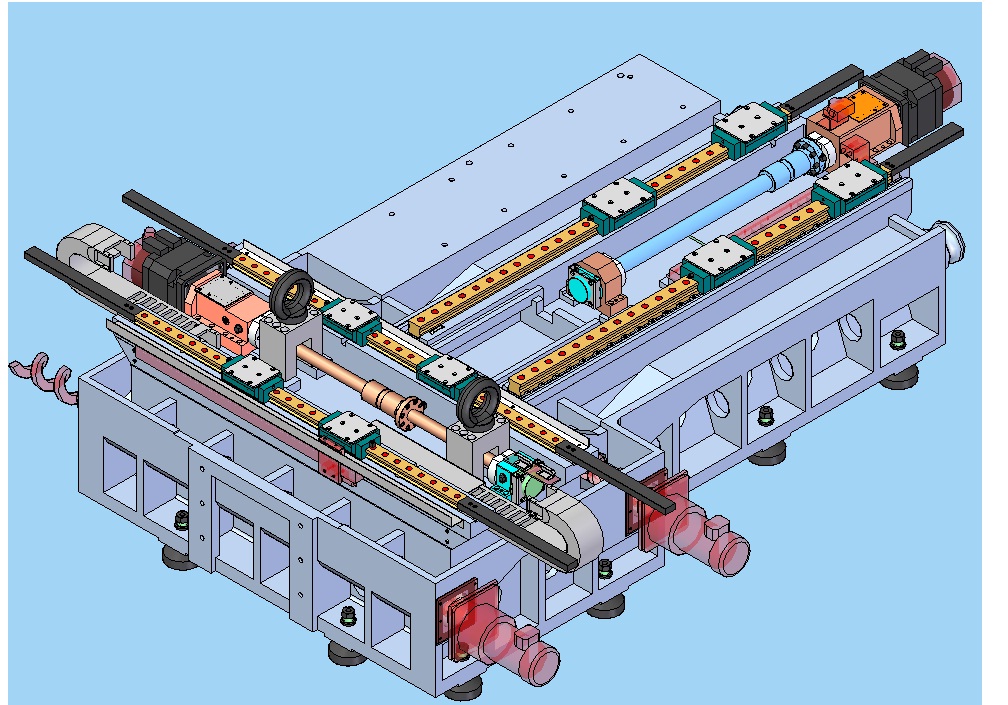
Bazo
Por plibonigi la kontraŭ-vibradan rendimenton, la lito de la horizontala maŝino estas proponita adopti la renversitan T-forman aranĝon kun la plej bona vibrorezisto en la mondo, kun skatoloforma fermita strukturo, kaj la antaŭaj kaj malantaŭaj litoj estas integrita. La lito estas ekipita per du linearaj ruliĝantaj gvidaj instalaĵreferencaj aviadiloj por la movado de la labortablo kaj la kolono. Konsiderante la oportunon de forigo de blatoj kaj kolekto de fridigaĵo, oni planas starigi blatajn flutojn ambaŭflanke de la lito.
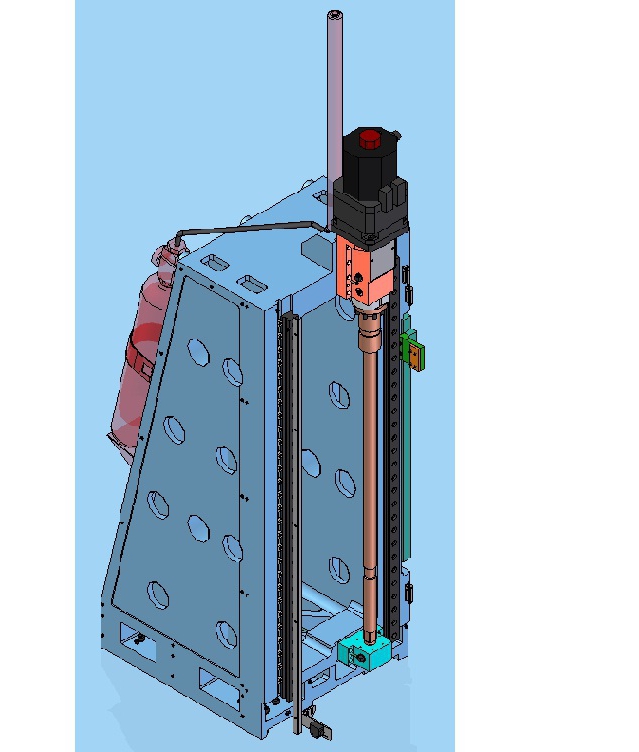
Kolumno
La vertikala kolumno de la horizontala maŝino estas planita por adopti duoblan kolumnan fermitan simetrian framan strukturon, kun longitudaj kaj transversaj ringaj ripoj aranĝitaj en la kavo. Ambaŭflanke de la kolono, estas komunaj surfacoj por la instalado de la lineara ruliĝanta gvidilo por la movado de la kapo (la instala referenca surfaco de la lineara gvidilo). En la vertikala direkto (Y-direkto) de la kolono, krom la gvidreloj por la movo de kapoto, ekzistas ankaŭ pilkŝraŭbo kaj motora kunliga sidloko inter la du gvidreloj, kiuj movas la kapon por movi supren kaj malsupren. Altrapidaj rustorezistaŝtalaj ŝildoj estas konsiderataj ambaŭflanke de la kolono. La gvidreloj kaj plumboŝraŭboj estas fidinde kaj sekure protektitaj.
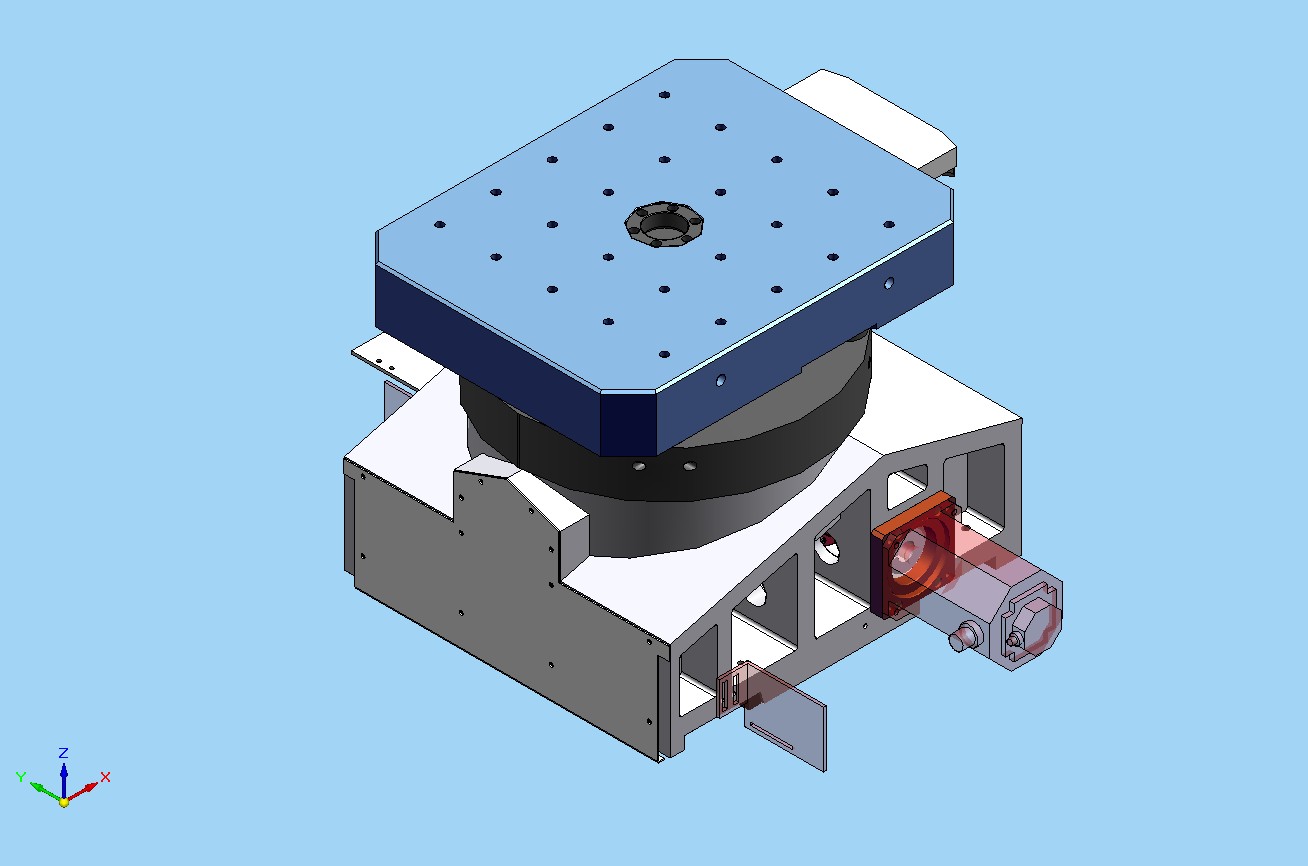
Rotacia tablo
La labortablo estas precize poziciigita kaj ŝlosita per servo, kaj la minimuma indeksa unuo estas 0.001°.