






BOSM -4014 Kontraŭkapa Boring Milling Machine
1. Uzo de maŝino:
BOSM- 6000 * 1000 fiksa trabo CNC-gantry duobla kolumna kapo-al-kapa enuiga kaj frezmaŝino estas speciala maŝinilo por prilabori elkavatorajn brakojn/bastonojn. Kuseno, povas realigi la rapidan prilaboradon de la laborpeco, la laborpeco povas esti borita, muelita kaj borita ene de la efika streka gamo, la laborpeco povas esti prilaborita samtempe (ne necesas malĉefa krampo), la ŝarĝo kaj malŝarĝo rapido. estas rapida, la poziciiga rapideco estas rapida, kaj la pretiga precizeco estas alta. Alta, alta pretiga efikeco.
2.Maŝino strukturotrajtoj:
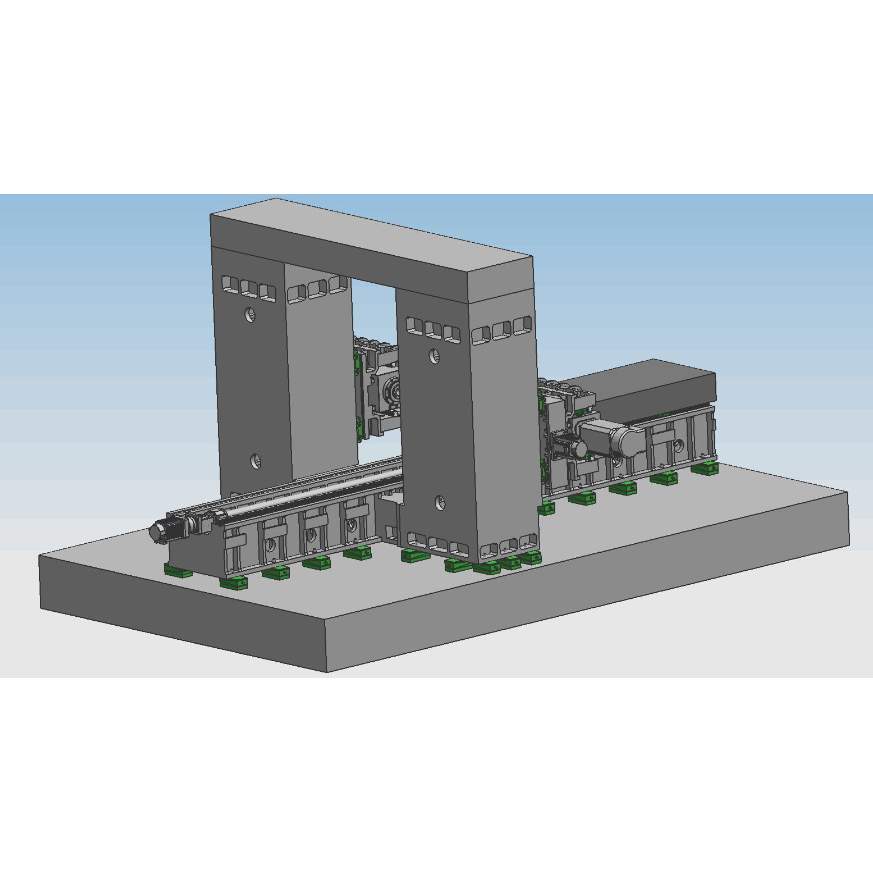
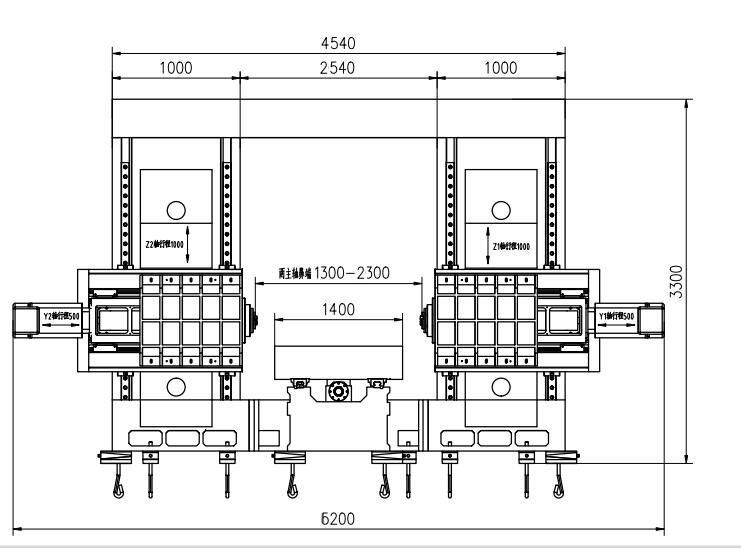
La ĉefaj komponantoj de la maŝino ilo: lito, laborbenko, maldekstraj kaj dekstraj kolumnoj, traboj, gantry konektanta traboj, seloj, virŝafoj, ktp., grandaj partoj estas faritaj el rezina sablo muldado, altkvalita griza fero 250 fandado, recozita en varma. sablofosaĵo → vibra maljuniĝo → varmega traktado Forna annealing→vibra aging→rough machining→vibra aging→varma forno annealing→vibra aging→finishing, tute forigu la negativan streĉon de la partoj, kaj tenu la agadon de la partoj stabila. La fiksita lito, la maldekstraj kaj dekstraj kolonoj, la portiko kaj la laborbenko moviĝas; Ĝi havas la funkciojn de muelado, enuado, borado, enprofundiĝo, frapetado, ktp. La ilo-malvarmiga metodo estas ekstera malvarmigo. La maŝinilo enhavas 5 nutrajn aksojn, kiuj povas realigi 4-aksajn ligojn kaj 5-aksajn unu-agojn. Estas 2 potencaj kapoj. La akso de la maŝinilo kaj la potenca kapo estas montritaj en la suba figuro.X


2.1.La ĉefa strukturo de la aksa transdono nutra parto
2.1.1.X-akso:La labortablo reciprokas flanke laŭ la gvidrelo de la fiksa lito.
X 1-aksa veturado: AC-servomotoro plus alt-precizeca planeda reduktilo estas movita per pilkŝraŭbo por movi la movadon de la laborbenko por realigi linearan movon de la X-akso.
Gvida fervoja formo: kuŝu du alt-fortaj precizecaj liniaj gvidreloj.
2.1.2 Z1-akso:La potenca kapo kaj selo estas vertikale instalitaj sur la antaŭa flanko de la kolono, kaj reciprokas supren kaj malsupren laŭ la kolona gvidrelo.
Z1-aksa transdono: AC-servomotoro kaj sinkrona rado estas uzataj por movi la pilkŝraŭbon por movi la selon por realigi Z-akson linearan moviĝon.
2.1.3 Z2-akso:La potenca kapo kaj selo estas vertikale instalitaj sur la antaŭa flanko de la kolono, kaj reciprokas supren kaj malsupren laŭ la kolona gvidrelo.
Z2-aksa transdono: AC-servomotoro kaj sinkrona rado estas uzataj por movi la pilkŝraŭbon por movi la selon por realigi Z-akson linearan moviĝon.
2.1.4 Y1-akso:La potenca kapselo estas instalita vertikale sur la antaŭa flanko de la dekstra kolono, kaj reciprokas maldekstren kaj dekstren laŭ la kolona gvidrelo.
Transdono de Y1-akso: AC-servomotoro plus alt-precizeca planeda reduktilo estas uzata por movi la virŝafon movi tra la pilka ŝraŭbo por realigi la linearan movon de la Y1-akso.
2.1.5 Y2-akso:La potenca kapselo estas vertikale instalita sur la antaŭa flanko de la dekstra kolono, kaj reciprokas maldekstren kaj dekstren laŭ la kolona gvidrelo.
Transdono de Y2-akso: AC-servomotoro plus alt-precizeca planeda reduktilo estas uzata por movi la virŝafon movi tra la pilka ŝraŭbo por realigi la linearan movon de Y2-akso.
2.2.La moviĝanta direkto de la bora kaj muelanta potenca kapo (inkluzive de la potenca kapo 1 kaj 2) adoptas kvadratan virŝafon strukturon, la plej altnivelan drat-malmolan kombinitan gvidrelan metodon, la malmola relo estas ĉirkaŭita de forta subteno, 4 lineara rulila gvidrelo. paroj estas gviditaj, kaj la veturado adoptas AC-servomotoron Vetu la sinkronan zonon (i=2) kaj precizecan pilkŝraŭban transdonon, la potenca kapo adoptas la servomotoron por malrapidiĝi tra la sinkrona zono kaj sinkrona rado, gvidita de la peza precizeco. gvida fervoja paro, kaj kondukas la vertikalan pilkŝraŭbon por turni, rimarkante la potencan kapon Faru supren kaj malsupren vertikalan movadon , kaj ekipita per nitrogena ekvilibra stango por redukti la portantan kapaciton de la maŝino kapo sur la ŝraŭbo kaj servomotoro. La Z-aksa motoro havas aŭtomatan bremsan funkcion. En kazo de elektropaneo, la aŭtomata bremso firme tenos la motorŝafton. , tiel ke ĝi ne povas rotacii. Laborante, kiam la borilo ne tuŝas la laborpecon, ĝi rapide manĝos; kiam la borilo tuŝas la laborpecon, ĝi aŭtomate ŝanĝas al funkcianta nutraĵo. Kiam la borilo penetras la laborpecon, ĝi aŭtomate ŝanĝos al rapida rebobeno; kiam la fino de la borilo forlasas la laborpecon kaj atingas la fiksitan pozicion, la labortablo moviĝos al la sekva truopozicio por realigi aŭtomatan cirkuladon. La potenca kapo adoptas la kombinaĵon de drato kaj malmola relo, kiu ne nur certigas la kurantan rapidecon de la ekipaĵo, sed ankaŭ multe plibonigas la rigidecon de la ekipaĵo. Kaj ĝi povas realigi la funkciojn de blinda truo borado, muelado, chamfering, blatrompado, aŭtomata blato forigo, ktp, kiu plibonigas laboran produktivecon.

(maldekstra potenca kapo)
2.3. Forigo de blatoj kaj malvarmigo
Estas spiralaj kaj plataj ĉenaj blattransportiloj instalitaj ambaŭflanke sub la laborbenko, kaj la blatoj povas esti aŭtomate elŝutitaj al la blattransportilo ĉe la fino tra du stadioj de spiralaj kaj ĉenaj platoj por realigi civilizitan produktadon. Estas malvarmiga pumpilo en la fridiga tanko de la peceta transportilo, kiu povas esti uzata por ekstera malvarmigo de la ilo por certigi la boran agadon kaj servon de la borilo, kaj la fridigaĵo povas esti reciklita.
3.Plena cifereca nombra kontrola sistemo:
3.1.Kun ĉipeta rompanta funkcio, peceto-rompanta tempo kaj blato-rompa ciklo povas esti agordita sur la hom-maŝino interfaco.
3.2.Kun la ila leva funkcio, la ila leva alteco povas esti agordita sur la interfaco homo-maŝino. Kiam borado atingas ĉi tiun altecon, la borilo estas rapide levita al la supro de la laborpeco, kaj tiam la blatoj estas forĵetitaj, kaj tiam rapide plusenditaj al la bora surfaco kaj aŭtomate konvertitaj al laboro.
3.3.Alcentrigita operacia kontrolo-skatolo kaj portebla unuo adoptas cifersistemon kaj estas ekipitaj per USB-interfaco kaj LCD-likva kristala ekrano. Por faciligi programadon, stokadon, ekranon kaj komunikadon, la operacia interfaco havas funkciojn kiel hom-maŝina dialogo, erarkompenso kaj aŭtomata alarmo.
3.4.La ekipaĵo havas la funkcion antaŭrigardi kaj reinspekti la truan pozicion antaŭ prilaborado, kaj la operacio estas tre oportuna.
4. Aŭtomata lubrikado
Maŝinaj iloj precizecaj linearaj gvidaj fervojaj paroj, precizecaj pilkaj ŝraŭbaj paroj kaj aliaj altprecizaj movaj paroj estas ekipitaj per aŭtomataj lubrikaj sistemoj. La aŭtomata lubrika pumpilo eligas preman oleon, kaj la kvanta lubrika oleo-ĉambro eniras la oleon. Post kiam la oleoĉambro estas plenigita per oleo, kiam la sistema premo altiĝas al 1.4-1.75Mpa, la premoŝaltilo en la sistemo estas fermita, la pumpilo haltas, kaj la malŝarĝa valvo malŝarĝas samtempe. Kiam la oleopremo en la vojo falas sub 0.2Mpa, la kvanta lubrikilo komencas plenigi la lubrikan punkton kaj kompletigas unu oleoplenigon. Pro la preciza oleoprovizo de la kvanta oleo-injekciilo kaj la detekto de la sistema premo, la oleoprovizo estas fidinda, certigante ke estas oleofilmo sur la surfaco de ĉiu kinematika paro, reduktante frotadon kaj eluziĝon, kaj malhelpante la damaĝon al la interna strukturo kaŭzita de trovarmiĝo. , por certigi la precizecon kaj vivon de la maŝinilo. Kompare kun la glita gvida fervoja paro, la ruliĝanta lineara gvida fervoja paro uzata en ĉi tiu maŝinilo havas serion da avantaĝoj:
①La moviĝsentemo estas alta, la frota koeficiento de la ruliĝanta gvidrelo estas malgranda, nur 0,0025 ~ 0,01, kaj la veturpovo estas multe reduktita, kio estas nur ekvivalenta al 1/10 de ordinara maŝinaro.
② La diferenco inter dinamika kaj statika frotado estas tre malgranda, kaj la sekva agado estas bonega, tio estas, la tempointervalo inter la vetursignalo kaj la mekanika ago estas ekstreme mallonga, kio helpas plibonigi la respondrapidecon kaj sentemon de la nombra kontrolo sistemo.
③Ĝi taŭgas por altrapida lineara moviĝo, kaj ĝia tuja rapideco estas ĉirkaŭ 10 fojojn pli alta ol tiu de glitaj gvidreloj.
④ Ĝi povas realigi senpagan movadon kaj plibonigi la movan rigidecon de la mekanika sistemo.
⑤ Produktita de profesiaj fabrikistoj, ĝi havas altan precizecon, bonan versatilecon kaj facilan prizorgadon.

5. Maŝina uza medio:
Elektroprovizo: trifaza AC380V ± 10%, 50Hz ± 1 Ĉirkaŭa temperaturo: 0 ° ~ 45 °
Kvin, la ĉefaj teknikaj parametroj:


| modelo | BOSM4014 | |
| Maksimuma pretiga laborpeco | Longo × larĝo × alto (mm) 4000 × 1600 × 1000 | |
| Gantry maksimuma nutrado | Larĝo (mm) | 2300 |
| labortablo grandeco | Longo X Larĝo (mm) | 4000*1400 |
|
Horizontala virŝafa boradkapo potenco kapo unu du
| Kvanto (2) | 2 |
| Spindelo mallarĝa | BT50 | |
| Borada diametro (mm) | Φ2-Φ60 | |
| Frapa diametro (mm) | M3-M30 | |
| Diska diametro de freztranĉilo (mm) | 300 | |
| Spindrapideco (r/min) | 30~6000 | |
| Servospindela motorpotenco (kw) | 37 | |
| Spindnazo distanco de tablocentro (mm) | 650-1150 | |
| Maldekstra kaj dekstra bato de ununura virŝafo (mm) | 500 | |
| La distanco inter la centro de la virŝafo kaj la ebeno de la tablo (mm) | 200-1400 | |
| Supren kaj malsupren baton de virŝafo (mm) | 1200 | |
| Ripeteblo | 300mm * 300mm | ± 0,02 |
| Maŝinaj Ilaj Dimensioj | Longo × larĝo × alto (mm) | laŭ desegnoj |
| Malneta pezo (t) | (ĉ.) 36 | |

La supraj parametroj estas antaŭaj dezajnaj parametroj. En la reala dezajno, povas esti ŝanĝoj laŭ la pretigaj postuloj de la laborpeco kaj la dezajnaj postuloj de la maŝinilo, por plenumi la postulojn de la pretigaj partoj de via kompanio.






