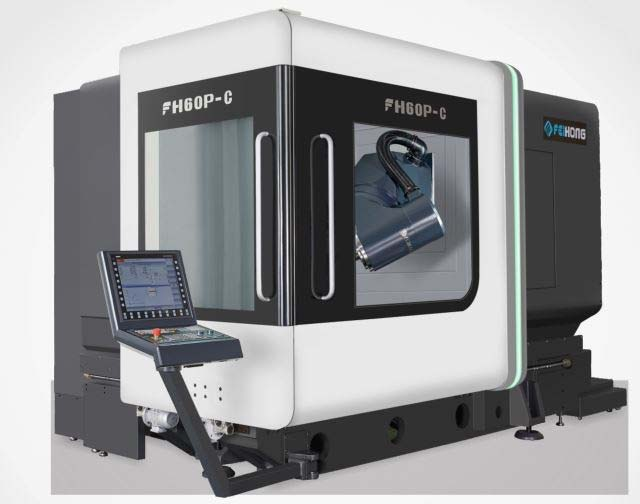
5-akso Samtempa Muelado Turnanta 60P-C

Amplekso de provizo
Funkcia tablo de normaj akcesoraĵoj (bonvolu raporti al la funkcio de regilo por la elektra kontrolo-parto)
1. Siemens 840DSL regilo
2. Marko Propra kvin-aksa multfunkcia balancilo
3. Elektra spindelo DGZX-24012/34B2-KFHWVJS
4. HSK-A63 40 ilo revuo aŭtomata ilo ŝanĝanta sistemo
5.X/Y/Z kava malvarmigo pilka ŝraŭbo stirado
6. Rulilaj liniaj glitiloj (po 2 por akso X/Y/Z) - BOSCH REXROTH
7. X/Y/Z triaksa plene fermita optika reganto
8. Elektra kesto temperaturo kontrola aparato
9. Spindleto
10. Spirala blato ruliĝanta aparato kaj malantaŭa fera blato transportilo fera blato aŭto
11. Akvo el la centro de la spindelo, ringoforma akva ŝprucaĵo
12. Blovu aeron en la centron de la spindelo, kaj blovu aeron en la ringon.
13. La kvinaksa kapo duonluno blovas akvon, kaj la duonaksa luno blovas aeron.
14. 1 tipo de sekureca interbloko por antaŭaj kaj flankaj laborpordoj
15. Spindle cirkulado malvarmiga aparato.
16. Akvorezista laboranta fluoreska lampo
17. Hidraŭlika stacidomo
18. Renishaw OMP60 Infraruĝa Sonda Unuo
19. Renishaw Laser Tool Setter
20. Centra centralizita aŭtomata nutrado-lubrika aparato
21. Operacio flanko purigado akvopafilo kaj aera interfaco
22. Tranĉa fluida malvarmiga sistemo
23. Plene enfermita protekta lado
24. Operacia skatolo
25. La elektra kesto estas ekipita per klimatizilo
26. Siemens elektronika manrado
27. Piedo-funkciigita ŝpinilo ilo-liberiga ŝaltilo
28. Fundamentaj nivelkusenetoj kaj fundamentaj rigliloj
29. Alĝustigaj iloj kaj iloj
30. Teknika Manlibro
Parametro
| Modelo | Unuo | FH60P-C |
| Vojaĝi | ||
| Vojaĝo de X-akso | mm | 600 |
| Y-akso vojaĝo | mm | 800 |
| Z-akso vojaĝo | mm | 600 |
| Distanco de spindela nazo al labortablosurfaco | mm | 150-750 |
| Horizontala frezkapo | mm | 30-630 |
| Nutrado/rapida mova rapideco | m/min | 40 |
| Nutra forto | KN | 10 |
| Rotacia tablo (C-akso) | ||
| Grandeco de labortablo | mm | Ø630 |
| Maksimuma tabloŝarĝo (muelejo) | kg | 2000 |
| Maksimuma tabloŝarĝo (turniĝanta) | kg | 1000 |
| Rotray tablo | rpm | 60 |
| Muelado/turnanta vektablo (kunmetita muelado kaj turnado) | rpm | 600 |
| Minimuma fenda angulo | ° | 0.001 |
| Modelo | Unuo | FH80P-C |
| Taksita tordmomanto | Nm | 807 |
| maksimuma tordmomanto | Nm | 1430 |
| CNC-svinga frezkapo (B-akso) | ||
| Svinga gamo (0=Vertikala/180=Nivelo) | ° | -15~180 |
| Rapida moviĝado kaj nutra rapideco | rpm | 80 |
| Minimuma fenda angulo | ° | 0.001 |
| Taksita tordmomanto | Nm | 743 |
| maksimuma tordmomanto | Nm | 1320 |
| Spindelo (muelado kaj turnado) | ||
| Ŝpinilo rapido | rpm | 12000 |
| Spindle potenco | Kw | 34/42 |
| Spindmomanto | Nm | 132/185 |
| Spindle tapre |
| HSKA63 |
| Distanco de spindelcentro al trabo gvidvojo surfaco | mm | 1064.5 |
| Modelo | Unuo | FH60P-C |
| Revuo de iloj | ||
| Ila interfaco |
| HSKA63 |
| Kapacito de ilrevuo | PCS | 40 |
| Max.ilo diametro/longo/pezo |
| Ø85/300/8 |
| Iloŝaltilo (Ilo al) | S | 1.8 |
| Mezura aparato | ||
| Infraruĝa sondilo | Rensishaw OMP60 | |
| Ilo-detekta instrumento en laborpretiga areo |
| Rensishaw NC4F230 |
| Kapacito de procesado |
|
|
| Maksimuma borada diametro (Meza ŝtalo) |
| Ø40 |
| Maksimuma frapeta diametro (Meza ŝtalo) |
| M24 |
| Maksimuma muelado-diametro (Meza ŝtalo) |
| 250 |
| Pozicia precizeco (ISO230-2 kaj VDI3441) | ||
| X/Y/Z poziciiga precizeco | mm | 0.005 |
| X/Y/Z Ripeta poziciiga precizeco | mm | 0,004 |
| B/C poziciiga precizeco |
| 8" |
| B/C Ripeta poziciiga precizeco |
| 4" |
| Modelo | Unuo | FH80P-C |
| CNC-regilo |
|
|
| Kontrolsistemo |
| Siemens840D |
| Aliaj |
|
|
| Maŝina alteco (Ĝenerala maŝino) | mm | 2985 |
| Okupata areo por ĉefa maŝino (L*W) | mm | 4300x2600 |
| Okupata areo por ilrevuo (L*W) | mm | 2100x1250 |
| Okupata areo por blattransportilo (L*W) | mm | 3070x1065 |
| Okupata areo por akvocisterno (L*W) | mm | 1785x1355 |
| Totala okupata areo por kompletigi maŝinon (L*W) | mm | 5200x3550 |
| Maŝina pezo | Kg | 15000 |
Maŝino CNCregilo
| Kontrola Sistemo | Siemens 840DSL (motoro kaj stirado) | ||
| Nombro de kontrolaksoj | 5-aksa samtempa freza turnado (NC-akso + spindelo, BC-akso) | ||
| Samtempa kontrolo de 5 aksoj Samtempa muelado kun turnado | poziciiga akso | Norma X, Y, Z, B, C | |
| interpolado | rekta linio | X, Y, Z, B, C aksoj (X, Y, Z, B, C povas esti kompensitaj) | |
| arko | X, Y, Z, B, C aksoj (X, Y, Z, B, C povas esti kompensitaj) | ||
| Minimuma instrua unuo | 0.001um | ||
| minimuma kontrolunuo | 0.1nm | ||
| montri | 19 LCD | ||
| motoro | Triobla superŝarĝa kapableco kun absoluta kodilo (kodigilo neniam perdiĝas) | ||
| Ekstera komunikado funkcio | Interfaco Ethernet kaj RS232C | ||
| Funkcia reĝimo | MDI, Aŭtomata, Manlibro, Manrado, Origino (absoluta), REPOS | ||
| programe | Reta ISO-lingva redaktilo | ||
| Maksimuma PLC-programa stoka kapablo | 2048KB | ||
| Interpola funkcio | Rektaj linioj, cirkloj tra kaj tra centraj punktoj, spiraloj, fajnaj surfacoj, altrapidaj agordoj, ktp. | ||
| Nombro de ilaj ofsetoj | 512 grupoj | ||
| Pligrandigo de Manrado | 0.1/0.01/0.001mm | ||
| Minimumaj fiksaj kaj movaj unuoj | 1um/X,Y,Z | ||
| ŝparado de datumoj | Memoraj datumoj neniam perdiĝos kiam malŝalto | ||
| furaĝrapideco | 0% -150% | ||
| Rapida antaŭen pligrandigo | 0% -100% | ||
| Interfaco de enigo kaj eligo | Interfaco Ethernet kaj RS232C, CF-karto, sekurkopio por USB-stokado | ||
| montra lingvo | ĉina kaj angla | ||
Norma agorda kvanto
| No | Akcesora nomo | unuo | Kvanto |
| 1 | piedkontrola ŝaltilo | aro | 1 |
| 2 | Hidraŭlika krampa mekanismo | aro | 1 |
| 3 | Centrigita Lubrika Aparato | aro | 1 |
| 4 | malvarmiga sistemo | aro | 1 |
| 5 | laboranta lampo | aro | 1 |
| 6 | Trikolora lumo | aro | 1 |
| 7 | horizontala ponto | Pcs | 1 |
| 8 | Riparadoj de maŝiniloj | aro | 1 |
| 9 | Norma Ila Pako | aro | 1 |
| 10 | sekurecporda seruro | aro | 1 |
| 11 | funda ilaro | aro | 1 |
| 12 | Instalu la alĝustigilon | aro | 1 |
| 13 | Rigida frapetado kaj spindela plurpunkta poziciigado | aro | 1 |
| 14 | Ŝraŭbo transportilo kaj aŭtomata blato foriga maŝino | aro | 1 |
| 15 | Norma hidraŭlika sistemo | aro | 1 |
Subkontraktado de partoj agordo
| Ĉefaj akcesoraĵoj nomo | Origino | Marko | Rimarko |
| CNC-sistemo | Germanujo | Siemens | Siemens 840DSL |
| Ŝpinilo motoro | Ĉinio | Hao Zhi |
|
| X, Y, Z-aksa servomotoro | Germanujo | Siemens |
|
| Spindelo | komuna entrepreno | Mark Propra | Adoptu germanan FAG-lagron |
| Spindlegro | Germanujo | FAG |
|
| Ŝraŭba lagro | Germanujo | FAG |
|
| Lineaj Gvidiloj | Germanujo | Rexroth | Suprennivela precizeco |
| Pilka ŝraŭbo vergo | Tajvano | HIWIN | C3 muelanta gradon |
| Hidraŭlikaj Komponentoj | Ĉinio | Mark Propra |
|
| aŭtomata lubrika sistemo | Ĉinio | Protono |
|
| malvarmiga sistemo | Ĉinio | Mark Propra |
|
| Lumsistemo | Ĉinio | Owen |
|
| averta lumo | Ĉinio | Owen |
|
| elektra | Francio Germanio | Schneider/Siemens |
|
| Protekto de energiĉeno | Ĉinio | Junhong |
|
| Kontrola dratkablo | Germanujo | Lepurnani |
|
Ĉefaj Maŝinaj Specifoj | Optimuma Rigida Struktura Agordo
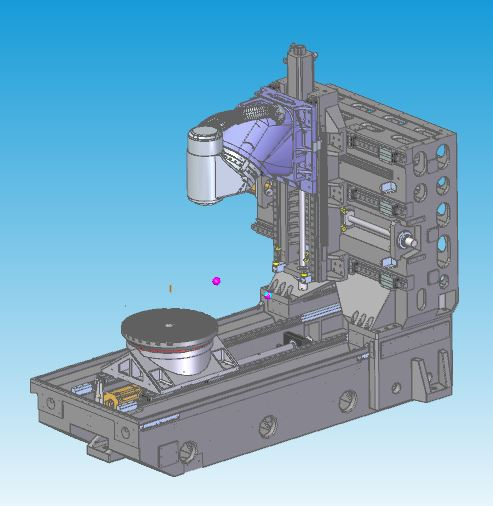
Dezajnaj Trajtoj | Plej bona Mekanika Drato Casting Analiza Dezajno
Plena skatolo tipo termosimetria fandado strukturo, uzante Meehanna-gradan altgradan gisferon
Traktado de temperado kaj natura maljuniĝo por forigi internan streson
Struktura natura frekvenca vibrado forigas materialan pretigan streson
Granda areo alt-rigideca kolumna dezajno kun plena muro, efike plibonigante rigidecon kaj statikan kaj dinamikan precizecon
Tri-aksa kava malvarmiga ŝraŭbo-veturado
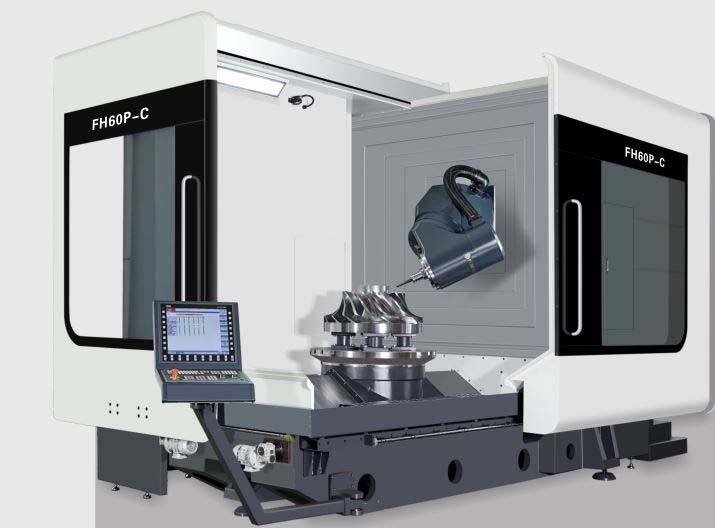
CNC-svinga frezkapo (B-akso)


Dezajnaj Trajtoj
Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno
Altaj akcelaj karakterizaĵoj
La plej mallonga interspaco inter la ila nazpunkto de la spindelo kaj la struktura subtenpunkto realigas la maksimuman rigidecon de tranĉado.
Pli grandaj YRT-lagroj pliigas rigidecon
Ekipita per HEIDENHAIN-alta precizeca rotacia kodila mezursistemo, plene fermitcirkula kontrolo por certigi la plej bonan precizecon.
spindelo kaj B-akso malvarmiga sistemo dezajno por redukti varmotransigo
Rotacia tablo (C-akso)

Dezajnaj Trajtoj
Enkonstruita DD-motoro nula transdono ĉeno sen kontraŭreaga dezajno
Alta akcelado kaj malakceliĝo respondaj karakterizaĵoj
Pli grandaj YRT-lagroj pliigas rigidecon
Granda taksita veturado-momanto, poziciigado kaj prilaborado kun tablo-poziciigo kaj fiksa aparato
Renkontu la du pretigajn bezonojn de muelado kaj muelado-turnado, reduktu la uzadon de pecoj kaj plibonigu la precizecon de la produkto.
Ekipita per HEIDENHAIN-alta precizeca rotacia kodila mezursistemo, plene fermitcirkula kontrolo por certigi la plej bonan precizecon.
Malvarmiga sistemo dezajno por redukti varmotransigo
Levebla ila agordilo

Dezajnaj Trajtoj
Ekipita kun Ransishaw NC4F230 sen-kontakta lasera ililo por pli alta precizeco
Aŭtomata ila agordo sur maŝino, aŭtomata ĝisdatigo de ila kompenso
La ila agorda aparato povas esti levita kaj malaltigita por ŝpari la spacon de la pretiga surfaco
Plene sigelita lado-dezajno protektas la ilaron de akvo kaj feraj fajlaĵoj dum prilaborado
Infraruĝa sondilo
Dezajnaj Trajtoj
Ekipita per optika tuŝsondilo Ransishaw OMP60
Sur-maŝina laborpeco-vicigo kaj grandeco-inspektado, reduktu manajn inspektajn erarojn, plibonigu produktan precizecon kaj pretigan efikecon
90% ŝparado en surmaŝina asista tempo
Sekurecprotekta lado