Supraj Provizantoj Ĉinio Peza Deva Tornilo Maŝino kun Muelanta Rado por Turni Metalurgian Rulan Cilindron
Persiste en "Altkvalita, Prompta Livero, Konkurenciva Prezo", ni nun establis longdaŭran kunlaboron kun konsumantoj de egale eksterlande kaj enlande kaj ricevas grandajn komentojn de novaj kaj malnovaj klientoj por Ĉefaj Provizantoj de Ĉinio Peza Deva Tornilo kun Muelilo. por Turnado de Metalurgia Rulo-Cilindro, Ni, kun malfermitaj brakoj, invitas ĉiujn intrigitajn aĉetantojn iri al nia retpaĝo aŭ voki nin tuj por pliaj informoj.
Persiste en "Altkvalita, Prompta Livero, Konkurenciva Prezo", ni nun establis longdaŭran kunlaboron kun konsumantoj de egale eksterlande kaj enlande kaj ricevas grandajn komentojn de novaj kaj malnovaj klientoj porĈina Cnc Tornilo, Horizontala Tornila Maŝino, Propraj mendoj estas akcepteblaj kun malsama kvalito-grado kaj speciala dezajno de kliento. Ni antaŭĝojas establi la bonan kaj sukcesan kunlaboron en komerco kun longaj terminoj de la klientoj de la tuta mondo.
Analizo pri teknologio de aŭtomobila akso

Aŭtomobila akso
La aksoj kun radoj sur same flankoj de la aŭtofundo (kadro) estas kolektive referitaj kiel aŭtoaksoj, kaj la aksoj kun veturadkapabloj estas ĝenerale nomitaj aksoj. La ĉefa diferenco inter la du estas ĉu ekzistas veturado en la mezo de la akso (akso). En ĉi tiu artikolo, la aŭtomobila akso kun la veturunuo nomiĝas aŭtomobila akso, kaj la veturilo sen la veturado nomiĝas aŭtomobila akso por montri la diferencon.
Kun la kreskanta postulo pri loĝistiko kaj transportado, la supereco de aŭtomobilaj aksoj, precipe antaŭfilmoj kaj duonfilmoj, en profesia transportado kaj specialaj operacioj fariĝas pli kaj pli evidenta, kaj la merkata postulo signife pliiĝis.
Ĉi tiu teknologio analizas la maŝinan procezon de la akso, esperas helpi klientojn elekti pli taŭgan CNC-maŝinon.


Klasifiko de aŭtoakso:
La specoj de aksoj estas malsamaj laŭ la bremsospeco, kaj estas dividitaj en: aksoj de disko bremso, aksoj de bremso de tamburoj ktp.
Laŭ la grandeco de la ŝafta diametrostrukturo, ĝi estas dividita en: amerika akso, germana akso; ktp.
Laŭ la formo kaj strukturo, ĝi estas dividita en:
la tuto: solida kvadrata tubo-akso, kava kvadrata tubo-akso, kava ronda akso;
disigita korpo: ŝafta kapo + kava ŝafta tubo-veldado.
De la pretiga enhavo de la akso, la solidaj kaj kavaj aksoj rilatas al la elekto de pretigaj ekipaĵoj.
La jenaj estas la analizo de la produktada procezo de la tuta akso (ankaŭ dividita en solida kaj kava; kvadrata tubo kaj ronda tubo), kaj dividita akso (solida kaj kava ŝaftokapo + kava ŝafta tubo-veldado), Precipe la maŝinadprocezo. estas analizita por pli bone elekti la pli taŭgan maŝinon.
Produktada procezo kaj maŝino por aŭtaj aksoj:
1. La tradicia produktada procezo de la ĝenerala akso:

De ĉi-supra aksa produktadprocezo, almenaŭ tri specoj de maŝiniloj estas necesaj por kompletigi la maŝinadon: frezmaŝino aŭ duobla enuiga maŝino, CNC-tornilo, borado kaj frezmaŝino, kaj CNC-tornilo devas esti turnitaj (kelkaj klientoj havas elektita duobla-kapa CNC-tornilo). Koncerne fadenan prilaboradon, se la ŝafto-diametro estas estingita, ĝi estas prilaborita post estingo; se ne estas estingo, ĝi estas prilaborita en OP2 kaj OP3, kaj la OP4 kaj OP5-sekvencaj maŝiniloj estas preterlasitaj.

De la nova produktadprocezo, la frezmaŝino uzata por maŝinado (solida akso) aŭ duobla enuiga maŝino (kava akso) plus CNC-tornilo, tradicia OP1-muelado, OP2, OP3-turniĝanta sekvenco, kaj eĉ OP5-borado kaj muelado Ĝi povas esti anstataŭigita. per la duobla-fina CNC-tornilo OP1.
Por solidaj aksoj kie la ŝaftodiametro ne postulas estingadon, ĉiuj maŝinprilaboraj enhavoj povas esti kompletigitaj en unu aranĝo, inkluzive de muelado de ŝlosilaj fendoj kaj borado de radialaj truoj. Por kavaj aksoj, kie la diametro de la ŝafto ne postulas estingadon, la aŭtomata konverta krampa normo povas esti realigita en la maŝinilo, kaj la maŝina enhavo povas esti kompletigita per unu maŝinilo.
Elektu duoblajn aksojn specialajn CNC-tornilojn por maŝini la aksojn signife mallongigas la maŝinan itineron, kaj la tipo kaj kvanto de elektitaj maŝiniloj ankaŭ estos reduktitaj.
3.Procezo de produktado de dividita akso:

El la ĉi-supra procezo, la pretiga ekipaĵo de la aksa tubo antaŭ veldado ankaŭ povas esti elektita kiel duobla-fina CNC-tornilo. Por la prilaborado de la akso post veldado, la speciala CNC-tornilo por duoblaj aksoj devus esti la unua elekto: samtempa prilaborado ĉe ambaŭ finoj, alta prilabora efikeco kaj bona maŝinprilabora precizeco. Se la ŝlosilvojo kaj radiala truo ĉe ambaŭ finoj de la akso devas esti maŝinprilaboritaj, la maŝino ankaŭ povas esti ekipita per elektra ilo por prilabori la postan ŝlosilvojon kaj radialan truon kune.
4.La avantaĝo kaj trajto de la nova proceza elekta maŝino:
1) Koncentriĝo de la procezo, reduktante la tempojn de laborpeco krampante, reduktante la helpan pretigan tempon, uzante la samtempan pretigan teknologion ĉe ambaŭ finoj, la produktada efikeco estas signife plibonigita.
2) Unufoja krampado, samtempa prilaborado ĉe ambaŭ finoj plibonigas la maŝinan precizecon kaj coaxiality de la akso.
3) Mallongigi la produktan procezon, redukti la spezon de partoj sur la produktejo, plibonigi la efikecon de la uzo de la retejo, kaj helpi plibonigi la organizon kaj administradon de produktado.
4) Pro la uzo de alt-efikeca prilaborado, ĝi povas esti ekipita per ŝarĝaj kaj malŝarĝaj aparatoj kaj stokaj aparatoj por atingi plene aŭtomatigitan produktadon kaj redukti laborkostojn.
5) La laborpeco estas fiksita ĉe la meza pozicio, la krampo estas fidinda, kaj la tordmomanto necesa por la tranĉado de la maŝinilo sufiĉas, kaj la granda kvanto de turnado povas esti farita.
6) La maŝinilo povas esti ekipita per aŭtomata detekta aparato, precipe por la kava akso, kiu povas certigi la unuforman dikecon de la akso post maŝinado.
7) Por kavaj aksoj, kiam la internaj truoj ĉe ambaŭ finoj de la OP1-sekvencilo estas finitaj, la tradicia kliento uzos unu finon por levi la krampon kaj la alian finon por uzi la kontraŭkruĉon por streĉi la laborpecon por turni, sed la grandeco de la interna truo estas malsama. Por la pli malgranda interna truo, la streĉa rigideco estas nesufiĉa, la supra streĉa paro estas nesufiĉa, kaj efika tranĉado ne povas esti kompletigita.。
Por la nova duobla-vizaĝa tornilo, la kava akso, kiam la internaj truoj ĉe ambaŭ finoj de la veturilo estas finitaj, la maŝino aŭtomate ŝanĝas la kramporeĝimon: la du finoj estas uzataj por streĉi la laborpecon, kaj la meza veturado flosas la laborpecon. transdoni tordmomanton.
8) La kapo kun enkonstruita hidraŭlika krampa peco povas esti movita en la Z-direkto de la maŝino. La kliento povas teni la pozicion en la meza kvadrata tubo (ronda tubo), la malsupra plato pozicio kaj la ŝafto-diametra pozicio de la akso laŭbezone.
5.Konkludo:
Konsiderante la supran situacion, la uzo de duoblaj CNC-torniloj por maŝini aŭtomobilajn aksojn havas signifajn avantaĝojn super tradiciaj procezoj. Ĝi estas altnivela fabrikada teknologio, kiu povas anstataŭigi tradiciajn maŝinajn ilojn laŭ produktada procezo kaj maŝina strukturo.
La meza sekcio de
6.Axle klienta kazo

Speciala Duobla-fina Akso CNC-tornilo Enkonduko
Aksa pretiga gamo: ∮50-200mm, □50-150mm, pretiglongo: 1000-2800mm
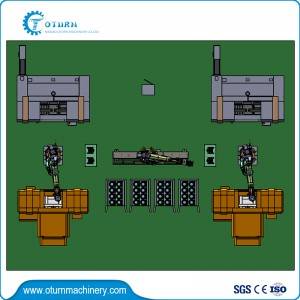
Maŝina strukturo kaj agado-enkonduko
La maŝinilo adoptas 45°-an litan aranĝon, kiu havas bonan rigidecon kaj facilan blaton evakuadon. La kaploko kun meza veturado krampa funkcio estas aranĝita en la mezo de la lito, kaj la du ilaj teniloj estas aranĝitaj ambaŭflanke de la spindelo. La minimuma fiksa longo de la maŝino estas 1200mm kaj la maksimuma maŝina longo estas 2800mm. La ruliĝanta gvidilo estas adoptita, kaj ĉiu servo-nutra ŝafto adoptas alt-mutan pilkŝraŭbon, kaj la elasta kuplado estas rekte konektita, kaj la bruo estas malalta, la poziciiga precizeco kaj la ripetita poziciiga precizeco estas altaj.
■La maŝino estas ekipita per du-kanala kontrolsistemo. La du ilposediloj povas esti ligitaj al la spindelo samtempe aŭ aparte por kompletigi samtempan aŭ sinsekvan maŝinadon de la du finoj de la parto.
■La maŝino estas ekipita per duobla kapo. La ĉefa kapo estas fiksita en la mezo de la lito, kaj la servomotoro liveras potencon al la ĉefa ŝafto tra la denta zono. La sub-spindela skatolo estas instalita sur la malsupra gvidrelo de la maŝinilo, koaxiale kun la ĉefa spindela skatolo, kaj povas esti movita akse per la servomotoro por faciligi la ŝarĝon kaj malŝarĝon de partoj, kaj estas oportune alĝustigi malsamajn krampojn. pozicioj. Dum maŝinprilaborado de partoj, la sub-spindela bazo estas ŝlosita al la maŝinrelo. La samaksia precizeco de la du kapoj estas garantiita de la produktada procezo, rezultigante pli altan gradon de samcentreco de la maŝinprilaboritaj partoj.


■La Headstock integras la spindelsistemon, la fiksaĵon kaj la oleodistribuan sistemon, kaj havas kompaktan strukturon kaj fidindan operacion. La specifa fiksa diametro kaj la larĝo de la kapo estas determinitaj de la akspartoj de la kliento.
La ĉefkapo estas bremsita per du stadioj de zono kaj ilaro, ebligante la spindelon eligi grandan tordmomanton. Krampo estas instalita sur la maldekstra fino de la ĉefa kapo kaj la dekstra fino de la subkapo respektive por realigi la krampon de la partoj. Kiam la ĉefkapo pelas la partojn por turni, la sub-kapo krampo krampo partoj rotacias kun la ĉefa kapo.



La fiksaĵo estas ekipita per tri radialaj cilindroj (kvar radialaj cilindroj se kaj la ronda materialo kaj la kvadrata materialo estas fiksitaj), la piŝto estas reciprokata de la hidraŭlika premo, kaj la ungegoj estas instalitaj ĉe la fino de la piŝto por realigi la mem- centrado de la partoj. Krampo. Estas rapide kaj facile ŝanĝi la ungegojn kiam oni ŝanĝas la partojn. La krampa forto estas ĝustigita de la hidraŭlika sistemo hidraŭlika premo. Kiam la parto estas maŝinprilaborita, la krampo rotacias kun la ĉefa ŝafto, kaj la oleo-distribua sistemo provizas oleon al la krampo, tiel ke la krampo havas sufiĉan krampon dum rotacio. La krampo havas la avantaĝojn de granda krampoforto kaj granda ungega bato.
■Por solvi la problemon de unuforma muro dikeco post la kava akso maŝinanta de la kliento, la maŝino povas esti ekipita per aŭtomata laborpeco inspekta aparato. Post la finiĝo de la akso, la laborpeco aŭtomate detektas, ke la sondilo etendiĝas kaj mezuras la pozicion de la laborpeco; post kiam la mezurado estas finita, la aparato retiriĝas en la fermitan spacon.


Por malsamaj maŝinadprocezoj de kavaj aksoj, se la portanta pozicio estas uzata kiel la fiksa referenco, la maŝina strukturo kun aŭtomata krampado kaj krampo povas esti elektita, kaj la programebla vosto estas provizita ambaŭflanke de la ĉefaj kaj helpaj spindelaj kapoj por renkonti la. postuloj de unu maŝino. Ĝi estas atendita kompletigi la prilaboradon de du paŝoj samtempe. Samtempe, ĝi ankaŭ faras la partojn de la aŭtomata ŝarĝo kaj malŝarĝo havas pli kaj pli bonajn elektojn.
■La maldekstraj kaj dekstraj ilposediloj povas esti ekipitaj per ordinaraj rotaciaj ilposediloj aŭ potencaj gvatturetoj. Ili havas boradon kaj muelan funkciojn, kiuj povas kompletigi boradon kaj mueladon de ŝlosilaj partoj.
■La maŝinilo estas plene enfermita kaj ekipita per aŭtomata lubrika aparato kaj aŭtomata foriga aparato (antaŭa). Ĝi havas bonan protekton, belan aspekton, facilan operacion kaj oportunan bontenadon.
■La detalaj maŝinaj specifoj kaj agordoj estas determinitaj laŭ la aksaj postuloj kaj klientaj postuloj, kaj ne estos ripetitaj ĉi tie.



Dankon pro via atento!Persiste en "Altkvalita, Prompta Livero, Konkurenciva Prezo", ni nun establis longdaŭran kunlaboron kun konsumantoj de egale eksterlande kaj enlande kaj ricevas grandajn komentojn de novaj kaj malnovaj klientoj por Ĉefaj Provizantoj de Ĉinio Peza Deva Tornilo kun Muelilo. por Turnado de Metalurgia Rulo-Cilindro, Ni, kun malfermitaj brakoj, invitas ĉiujn intrigitajn aĉetantojn iri al nia retpaĝo aŭ voki nin tuj por pliaj informoj.
Supraj Provizantoj Ĉinio CNC Tornilo, Horizontala Tornilo Maŝino, Propraj mendoj estas akcepteblaj kun malsama kvalito-grado kaj speciala dezajno de kliento. Ni antaŭĝojas establi la bonan kaj sukcesan kunlaboron en komerco kun longaj terminoj de la klientoj de la tuta mondo.