






Horizontala tornilo estas maŝinilo, kiu ĉefe uzas turnan ilon por turni turniĝantan laborpecon. Sur la tornilo oni povas uzi ankaŭ boriloj, alisiloj, alisiloj, frapetoj, ĵetkuboj kaj moletaj iloj por responda prilaborado.
La metodo ofte uzata enCNC horizontala tornilokontrolinĝenieristiko estas unue establi simpligitan modelon kiel eble plej linearan, kaj tiam akiri la proksimumajn karakterizaĵojn de la sistemo sur tiu bazo. Se necese, uzu pli kompleksajn modelojn por plia esplorado. Ĉi tiu paŝo-post-paŝa proksimuma esplormetodo estas ofta metodo en inĝenieristiko. La matematika modelo de laCNC horizontala tornila kontrolo sistemone ĉiuj riĉaj kontrolsistemoj povas esti linearigitaj. Por iuj sistemoj kun forta nelineareco, estas pli bone uzi neliniajn esplormetodojn por trakti ilin.
Nuntempe, la maŝinprilaboraj precizecaj normoj de CNC-horizontalaj torniloj formulitaj de la industrio havas profesiajn normojn por CNC-horizontalaj tornilaj levtablaj maŝinaj centroj. La normo kondiĉas, ke la poziciiga precizeco de ĝiaj linearaj moviĝaj koordinatoj estas 0.04/300mm, la ripetita poziciiga precizeco estas 0.025mm, kaj la muelada precizeco estas 0.035mm. Fakte, la fabrika precizeco de la maŝinilo havas konsiderindan marĝenon, kiu estas ĉirkaŭ 20% pli malgranda ol la erara valoro permesita de la industria normo. Sekve, el la perspektivo de maŝina precizelektado, ordinaraj CNC horizontalaj torniloj povas renkonti la maŝinajn bezonojn de plej multaj partoj. Por partoj kun pli altaj precizecaj postuloj, precizeca CNC horizontala tornilo devus esti konsiderata.
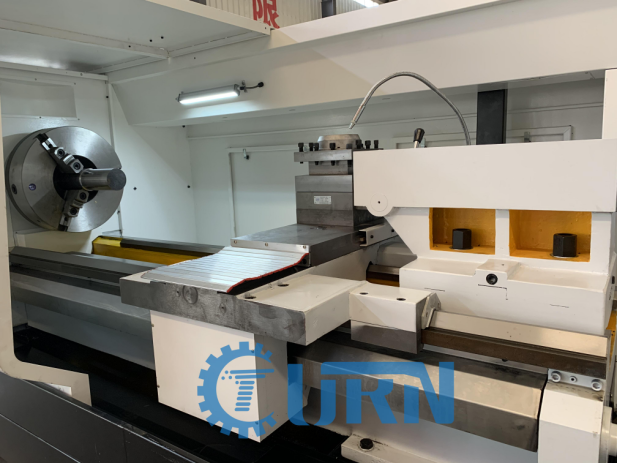
La CNC horizontala tornilo estas ĉefe kunmetita de kapo, muelradokadro, vosto kaj labortablo en la produktada procezo. La CNC maŝinprilabora lito uzas grandajn rondajn truojn kaj ŝarknaĝilformajn ripojn. Post longdaŭra uzo, la maŝinilo havas bonan dinamikan kaj statikan rigidecon. La tablo deCNC horizontala tornilopovas esti dividita en supran kaj malsupran tablon por mueli la konusan surfacon. La bazo de la maŝinilo kaj la gvidrelo de la labortablo estas faritaj el plasta gvidrelo, kun malgranda frota koeficiento. La labortablo estas rekte movita de la servomotoro por movi la pilkŝraŭbon, kaj la movado estas stabila kaj fidinda. La lineara rapido de la muelilo de la CNC horizontala tornilo estas malpli ol 35m/s, kaj la ĝenerala muelanta efikeco estas alta kiam uzata. La muelanta kaplagro estas tri-peca hidrodinamika lagro kun granda envolva angulo kaj alta rotacia precizeco.
Afiŝtempo: majo-19-2022